產品介紹
板式給料機安裝步驟明細
安裝順序
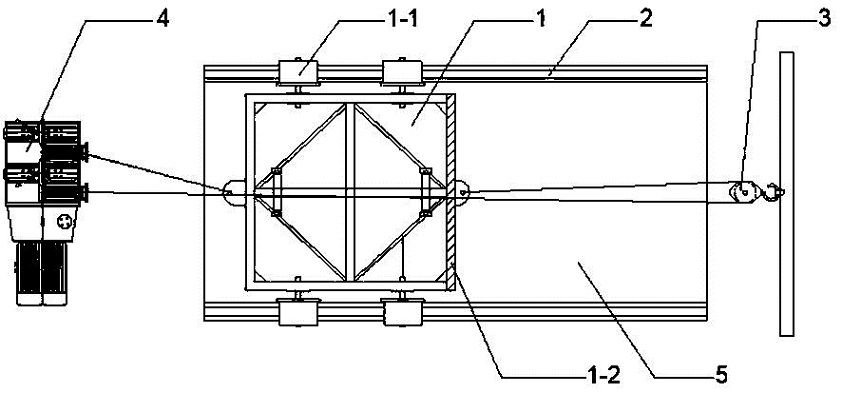
一步����,安裝機架(此時主軸裝置、拉緊裝置����、支重輪、托鏈輪等應裝在機架上)��;
第二步���,安裝鏈板裝置���;
第三步,安裝驅動裝置�����。
一)安裝機架:
機架一般安裝在儲料倉或漏斗下面的基礎上�,通過預埋螺栓與機架連接,如果不用螺栓連接,基礎應設預埋鋼板�����。預埋焊接的方法是將機架焊在預埋鋼板上���。
二)主軸裝置和拉緊裝置��、支重輪和托鏈輪的安裝:
主軸裝置和拉緊裝置吊放在機架上�����,裝上連接螺栓調整軸承座�����,使鏈輪軸線與機架中心線的垂直度 不大于其跨距的1/1000���,水平度不大于1/1000,安裝拉緊裝置時拉緊裝置軸心線與水平面的平行度不得大于其軸跨距的1/1000���。安裝支重輪���,各支重輪的母線在機架橫向與水平面的平行度不得大于鏈板寬度的1/1000����。安裝托鏈輪時�,各托鏈輪的母線在機架橫向與水平面的平行度不得大于鏈板的 。
三)鏈板裝置的安裝:
調整拉緊裝置的螺桿�,使拉緊裝置在行程的小位置上,在機架下面用鋼板或槽鋼將鏈板裝置墊起�,使鏈板的側板與托鏈輪的高度一致����,然后吊起鏈板的一端,使鏈板由一端向另一端滑動�。當移動到距離時,再將另一端鏈板接上�,該鏈條活節銷軸與連接之間配合公差較松,用手錘敲打�,即可將活節銷軸裝入鏈節。安裝活節外應留有標記�,以便維修拆裝。裝上第二段鏈板裝置后���,采用上述辦法將鏈板繼續吊裝�����,待兩端外露鏈板裝置長度基本相等時���,可將另一端鏈板吊到機架上部�����,繼續吊裝鏈板裝置直到將兩段鏈板裝置全部吊裝上��,首尾聯接為止�����。調整拉緊裝置的螺桿��,保證鏈板裝置松緊適度��,回程段自然過渡�����。
四)驅動裝置的安裝:
按圖上位置和尺寸安裝驅動裝置���。安裝前應將減速機輸出軸內孔和外徑及主軸裝置的聯接軸端表面清理干凈,并除掉油污���。扭矩桿按要求位置裝好��,然后吊起整個裝置�����,準確地安裝在主軸裝置的伸出軸上�,隨后擰緊鎖緊盤上的螺釘及裝配支承。支承焊在機架上�����。
五)鎖緊盤的聯接裝配
鎖緊盤是外購的成套部件�����。拆裝應按如下順序進行裝配:
一�����,交叉��、均勻的松開夾緊螺栓���,達到內環能轉動的程度即可���。
第二,除掉輪轂孔和聯接軸表面上的油污����。
第三,輪轂處錐形表面涂油��。
第四�����。準確地裝在聯接軸上����。
第五,交叉���、均勻地擰緊夾緊螺栓���。每個螺栓的擰緊力矩為 。在擰緊夾緊螺栓時�,始終保持其兩圓盤端面平行。
電話:13606279786