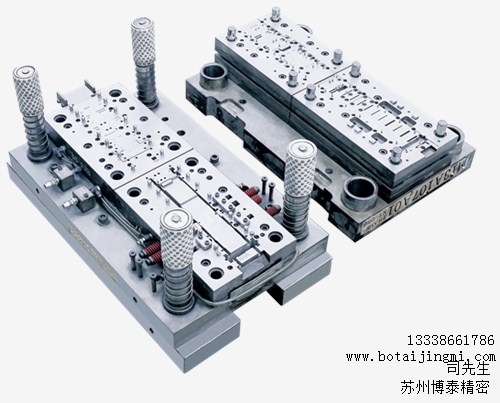
產品介紹
沖壓模具變形和開裂怎么辦�?博泰供上海沖壓模具制造 無錫五金沖壓模具廠 無錫沖壓拉伸模具聯系方式:13338661786 司經理微信:13338661786公司地址:蘇州市相城區望亭鎮迎湖村新浪中路8號網站: 影響沖壓模具變形與開裂的原因是多方面的,主要與原始組織����、鋼材的化學成分、零件的結構形狀及截面尺寸��、熱處理工藝等因素有關���。開裂往往是可以預防的����,但是熱處理變形總是難以避免的���。 在實踐中�����,截面尺寸的差異����、沖壓模具零件的結構形狀、熱處理(加熱—保溫—冷卻)過程中因加熱與冷卻的速率不同����,在熱應力、組織應力及相變體積變化的綜合作用下����,引起零件體積膨脹或收縮�,從而使尺寸與形狀發生偏差、變形�,甚至造成開裂。 一預備熱處理 對于共析鋼的沖壓模具鍛件���,應 行正火處理�����,然后進行球化退火�,以***鍛件內網狀二次滲碳體��,細化晶粒,***內應力���,并為后續(或最終)熱處理作好組織準備��。沖壓凹模零件淬火前����,應 行低溫回火(穩定化處理)��。對一些形狀較為復雜��、精度要求高的凹模��,在粗加工后精加工前�,應 行調質處理,以減少淬火變形�����,盡量避免開裂傾向���,并為最終熱處理作好組織準備����。二優化淬火、回火處理工藝1.回火處理的控制模具零件從冷卻劑中取出后���,不宜在空氣中停留較長時間�����,應及時放入回火爐中進行回火處理�?����;鼗鹛幚頃r��,應避免低溫回火脆性和高溫回火脆性�。對于一些精度要求的模具零件�����,淬火后采用多次回火處理����,以***內應力,減小變形���,避免開裂傾向����。2.淬火零件的防護淬火、回火處理是影響沖壓模具零件熱處理變形或開裂的重要環節�。對于淬火重要的模具零件(如凸模、凹模)易發生變形或開裂的部位�����,應采取有效的防護措施����,力求使零件的形狀與截面對稱,內應力均衡��。常用的防護方法如下:a.捆包法;b.填充法;c.堵塞法����。3.加熱溫度的確定淬火加熱溫度過高,使得奧氏體晶粒粗大�����,且會造成氧化�����、脫碳現象,零件變形與開裂的傾向增大�����。在規定的加熱溫度范圍內����,淬火加熱溫度偏低則會造成零件內孔收縮,孔徑尺寸變小�。故應選用加熱溫度規范的上限植;而對于合金鋼,加熱溫度偏高����,則會引起內孔膨脹,孔徑尺寸變大����,因此應選用加熱溫度的下限值為宜�。4.加熱方式的改進對于一些小型的沖壓凸凹模或細長的圓柱形零件(如小沖頭)��,可事先預熱至520--580℃