蘇州人人鼎模架有限公司
主營(yíng)產(chǎn)品:壓鑄模架,塑膠模架,沖壓模座,五金模座,塑料模架
盟會(huì)員")
<ul id="usaou"></ul>



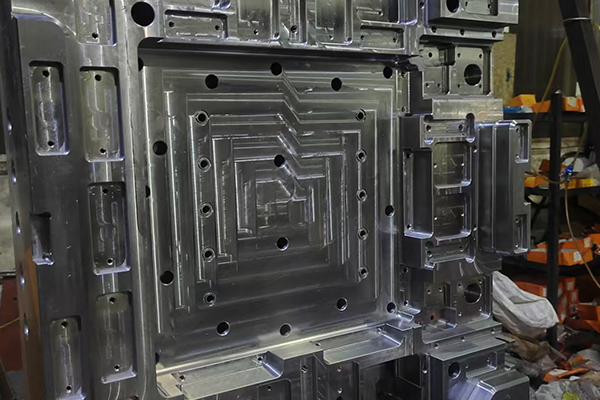
蘇州人人鼎模架有限公司帶你了解關(guān)于鎮(zhèn)江壓鑄模架廠的信息,參數(shù)說明尺寸壓鑄模架的尺寸由模具的尺寸決定,需根據(jù)實(shí)際情況選擇合適的尺寸。材料一般情況下,壓鑄模架使用鑄鐵或鋼板材料制作,具有承載能力強(qiáng)、耐磨損等優(yōu)點(diǎn)。重量壓鑄模架的重量決定了其夾持模具的穩(wěn)定性和可靠性,也是評(píng)估其質(zhì)量的重要指標(biāo)。夾緊力度模架夾緊力度直接影響模具的緊密度,需根據(jù)模具的大小和重量選擇合適的夾緊力度。螺紋規(guī)格螺紋連接是模架的常見連接方式,需要根據(jù)模具的尺寸和質(zhì)量選擇合適的螺紋規(guī)格。加工精度模架的加工精度對(duì)模具的尺寸和等邊角度等方面有著重要的影響,需要保證其加工精度高。
鎮(zhèn)江壓鑄模架廠,在壓鑄模的制作和使用過程中,需要注意選擇高質(zhì)量的材料和工藝,并進(jìn)行保養(yǎng)和修復(fù)。如果壓鑄模出現(xiàn)了磨損和損壞等題,可以進(jìn)行補(bǔ)焊,但需要注意使用適當(dāng)?shù)暮附硬牧虾凸に嚕苊獬霈F(xiàn)裂紋、變形等題。同時(shí),鎢極對(duì)于提高金屬件制造的精度和質(zhì)量至關(guān)重要,因此也需要認(rèn)真使用和維護(hù)。內(nèi)模,鑲件加工后熱處理前做去應(yīng)力處理。一般鋁合金淬火HRC45+/-1°C,鋅合金淬火HRC46+/°C內(nèi)模的配合公差一般做到小于模框mm左右,可以用吊環(huán)輕松取出放入模框。頂針配合公差大于等于8mm的頂針間隙05mm,小于等于6mm的頂針間隙mm。凡是內(nèi)模上面直角和銳角的地方要包R5mm以上。內(nèi)模表面多余眼孔用一字螺絲堵死。
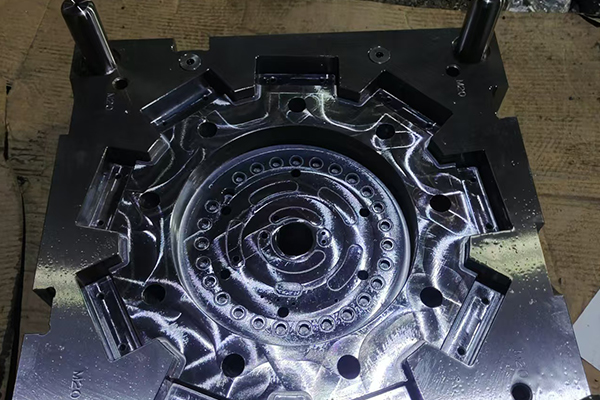
壓鑄模的使用范圍機(jī)械制造例如制造汽車發(fā)動(dòng)機(jī)外殼、機(jī)座、變速器殼體、飛機(jī)座椅架等大型機(jī)械零件。汽車?yán)绨l(fā)動(dòng)機(jī)水箱罩、車頭格柵、輪轂、裝飾件等各種汽車零部件。航空例如制造飛機(jī)發(fā)動(dòng)機(jī)外殼、起落架、液壓泵蓋等高強(qiáng)度、高精度的航空零部件。電子例如制造手機(jī)殼體、相機(jī)外殼、電視支架等各種精密電子產(chǎn)品。軌道交通例如制造鐵路車輛的車殼、底盤、轉(zhuǎn)向架等各種鐵路零件。滑動(dòng)模芯滑動(dòng)模芯用于鑄造復(fù)雜形狀、具有倒棱部位和內(nèi)孔的工件。滑動(dòng)模芯位于模具中的相應(yīng)位置,并穿過壓鑄腔,使得工件能夠按照所需的形狀和尺寸鑄造完成。導(dǎo)柱導(dǎo)柱是模架用以定位和支撐模具零部件的部件。導(dǎo)柱主要安裝在上下模板上,通過和模架上面的導(dǎo)套的配合來定位,保證上下模板的對(duì)位。
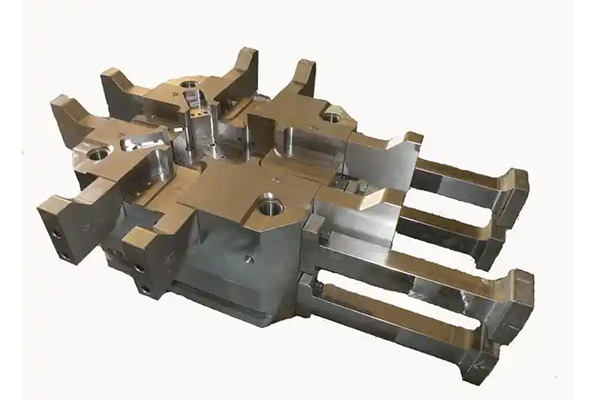
精密壓鑄廠,?壓鑄的特點(diǎn)主要包括以下幾個(gè)方面???高生產(chǎn)率和自動(dòng)化?壓鑄工藝具有較高的生產(chǎn)率,易于實(shí)現(xiàn)機(jī)械化和自動(dòng)化,特別適合生產(chǎn)形狀復(fù)雜的薄壁鑄件。?尺寸精度高?壓鑄件的尺寸公差等級(jí)可達(dá)CT3~CT6,表面粗糙度一般為Ra8~2μm,具有較高的尺寸精度和表面質(zhì)量。壓鑄模設(shè)計(jì)原則,要記牢一.模架外表面要求光亮平整,前后模框加2個(gè)打出孔,注意要加在沒有鑲件的位置,防止零件掉出來。 板模框間配合各做,/時(shí)加做飛水擋板防止鋁飛出來渣傷人。為了防止模板變形,起碼做2個(gè)支撐柱,一個(gè)放在分流錐,一個(gè)放在分流錐的上面,注意不要與其他零件干涉。模具加根中托司和中托,中托邊做成帶限位的。模具底板要做通,便于散熱。模具四個(gè)角要切角,防止安裝時(shí)不撞格林柱,定位圈內(nèi)孔表要求內(nèi)圓磨后氮化,并沿出模方向拋光。定位圈表面的冷卻環(huán)底部到分流錐表面的長(zhǎng)度一般等于料餅厚度。固定此冷卻環(huán)的方式有2種燒焊和加熱壓入。分流錐要做運(yùn)水來冷卻,且離分流錐表面mm.模架四個(gè)導(dǎo)柱孔要做撬模槽,深度mm。模架要調(diào)質(zhì)處理的,可以是鍛打的模架。為了方便取內(nèi)模的鑲針,可以在模具表面加打孔,然后收幾個(gè)無頭螺絲,這樣方便拆裝更換鑲針。吊裝孔至少為M30深45的,頂部至少2個(gè).外置要加做彈簧保護(hù)套,防止彈簧變形。高出模架面的且要與地面接觸的面要加支撐柱。