產(chǎn)品介紹
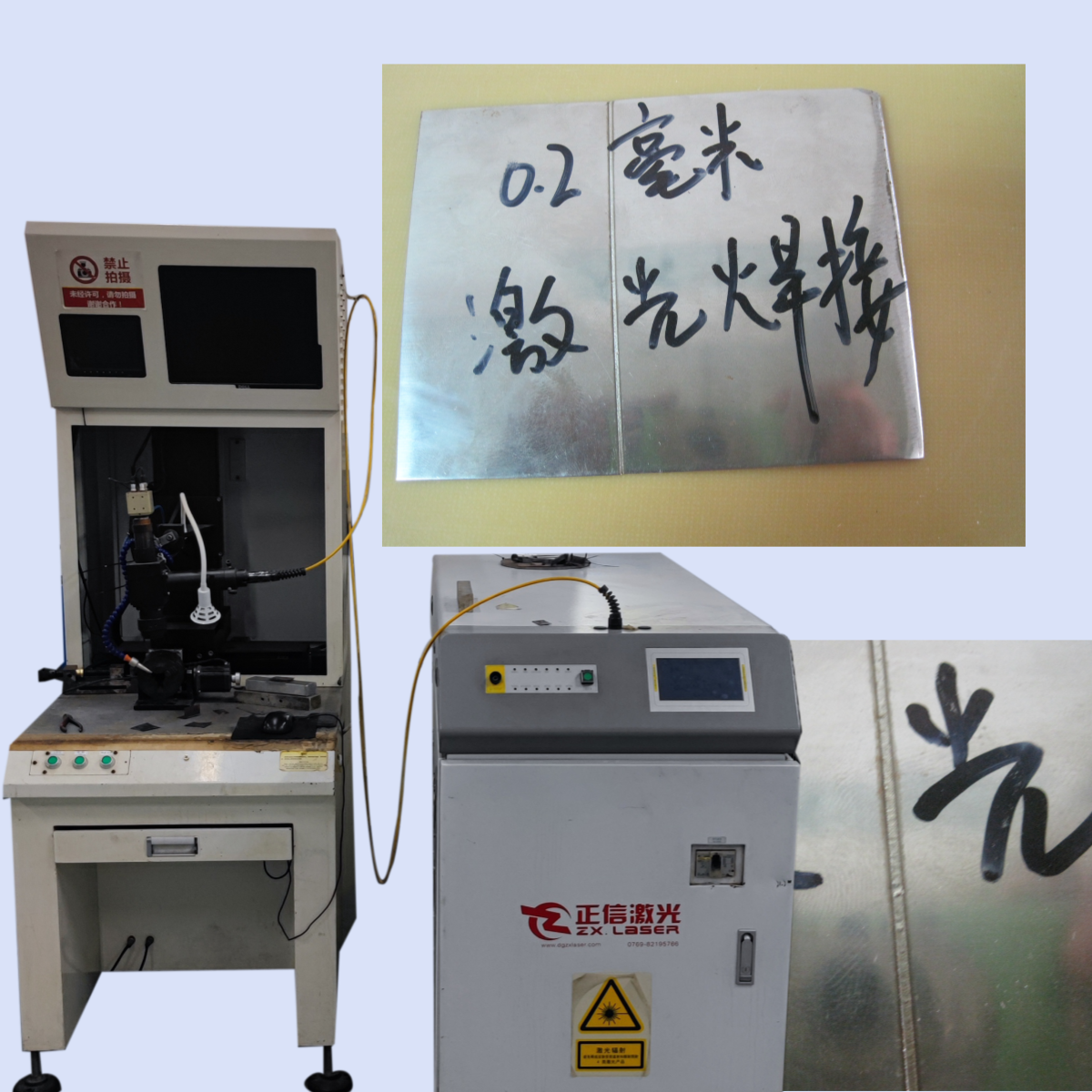
激光焊接不銹鋼直角焊接
直角焊接是一種常見的焊接方式,它指的是將兩個不銹鋼板沿著垂直的邊緣連接在一起,形成一個直角的結(jié)構(gòu)。直角焊接在不銹鋼制品的制造中有著廣泛的應(yīng)用,例如箱體、框架、支架、管道等。直角焊接的質(zhì)量和強度直接影響到不銹鋼制品的性能和壽命。
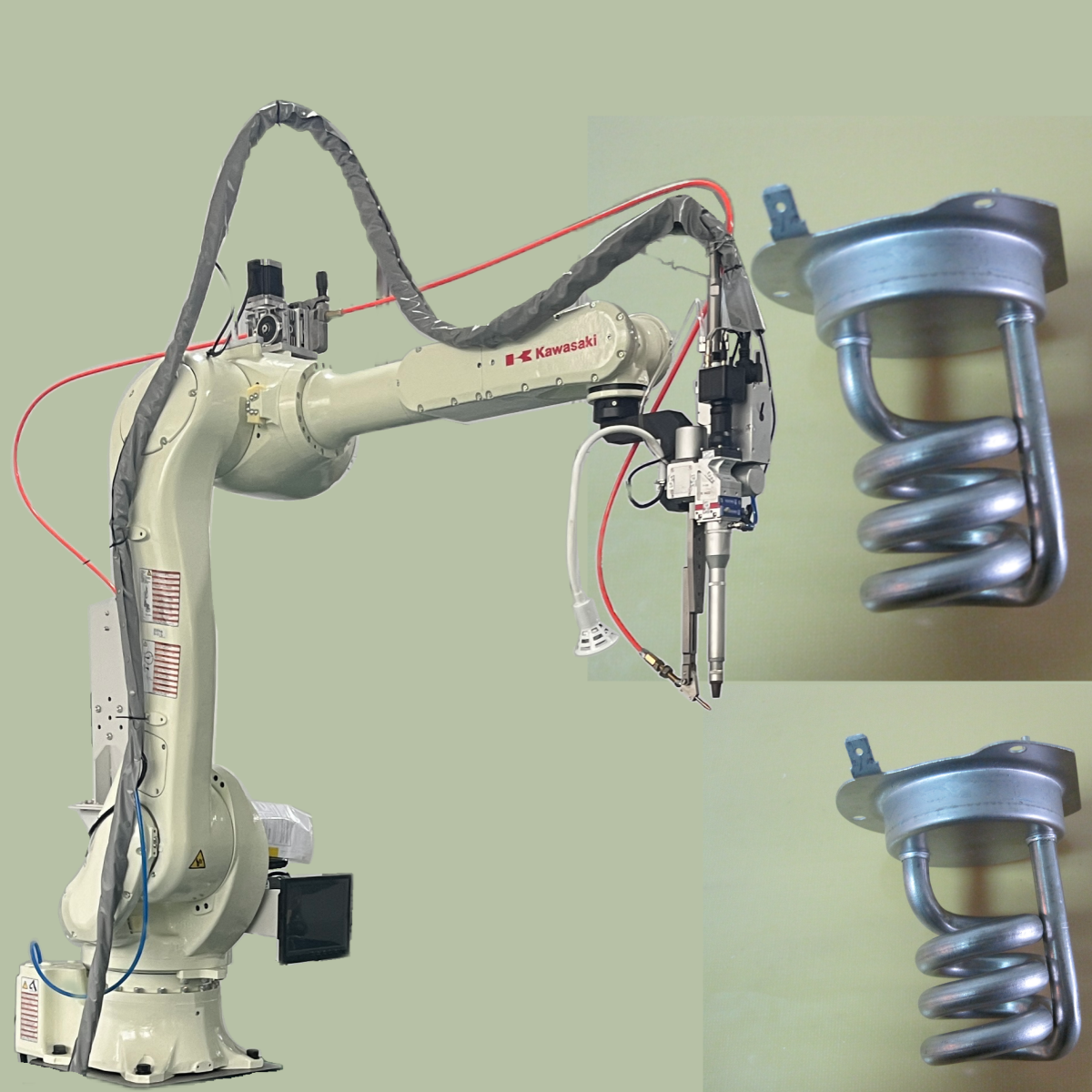
激光焊接是一種焊接技術(shù),它利用高能密度的激光束作為熱源,將兩個或多個金屬部件局部加熱至熔化或汽化狀態(tài),然后快速冷卻固化,形成牢固的連接。激光焊接具有以下優(yōu)點:
- 焊接速度快,熱影響區(qū)小,變形和殘余應(yīng)力低,焊縫質(zhì)量高。
- 焊接過程無需填充材料和輔助設(shè)備,操作簡單,成本低。
- 焊接過程無需接觸,可在大氣或真空環(huán)境中進行,適用于各種材料和形狀的連接。
- 焊接過程可實現(xiàn)控制和自動化,提高生產(chǎn)效率和可靠性。
激光焊接不銹鋼直角焊接是一種新型的工藝方法,它可以有效地解決傳統(tǒng)焊接方法存在的問題,提高直角焊接的質(zhì)量和強度。工藝參數(shù)
激光焊接不銹鋼直角焊接的工藝參數(shù)主要包括以下幾個方面:
- 激光器類型:根據(jù)不銹鋼的吸收特性和加工要求,可以選擇CO2激光器、固體激光器或光纖激光器等。
- 激光功率:根據(jù)不銹鋼板的厚度和焊縫要求,可以選擇合適的激光功率。一般來說,功率越高,焊縫越深,但也容易產(chǎn)生過熱、氣孔等問題。
- 激光束直徑:根據(jù)不銹鋼板的形狀和尺寸,可以選擇合適的激光束直徑。一般來說,直徑越小,功率密度越高,焊縫越窄,但也容易產(chǎn)生小孔效應(yīng)、裂紋等問題。
- 焊接速度:根據(jù)不銹鋼板的熱導(dǎo)系數(shù)和熱膨脹系數(shù),可以選擇合適的焊接速度。一般來說,速度越快,熱影響區(qū)越小,變形越小,但也容易產(chǎn)生未熔合、未穿透等問題。
- 焦距和離焦量:根據(jù)不銹鋼板的平整度和粗糙度,可以選擇合適的焦距和離焦量。一般來說,離焦量為正時,可獲得較大的熔寬;離焦量為負時,可獲得較大的熔深。
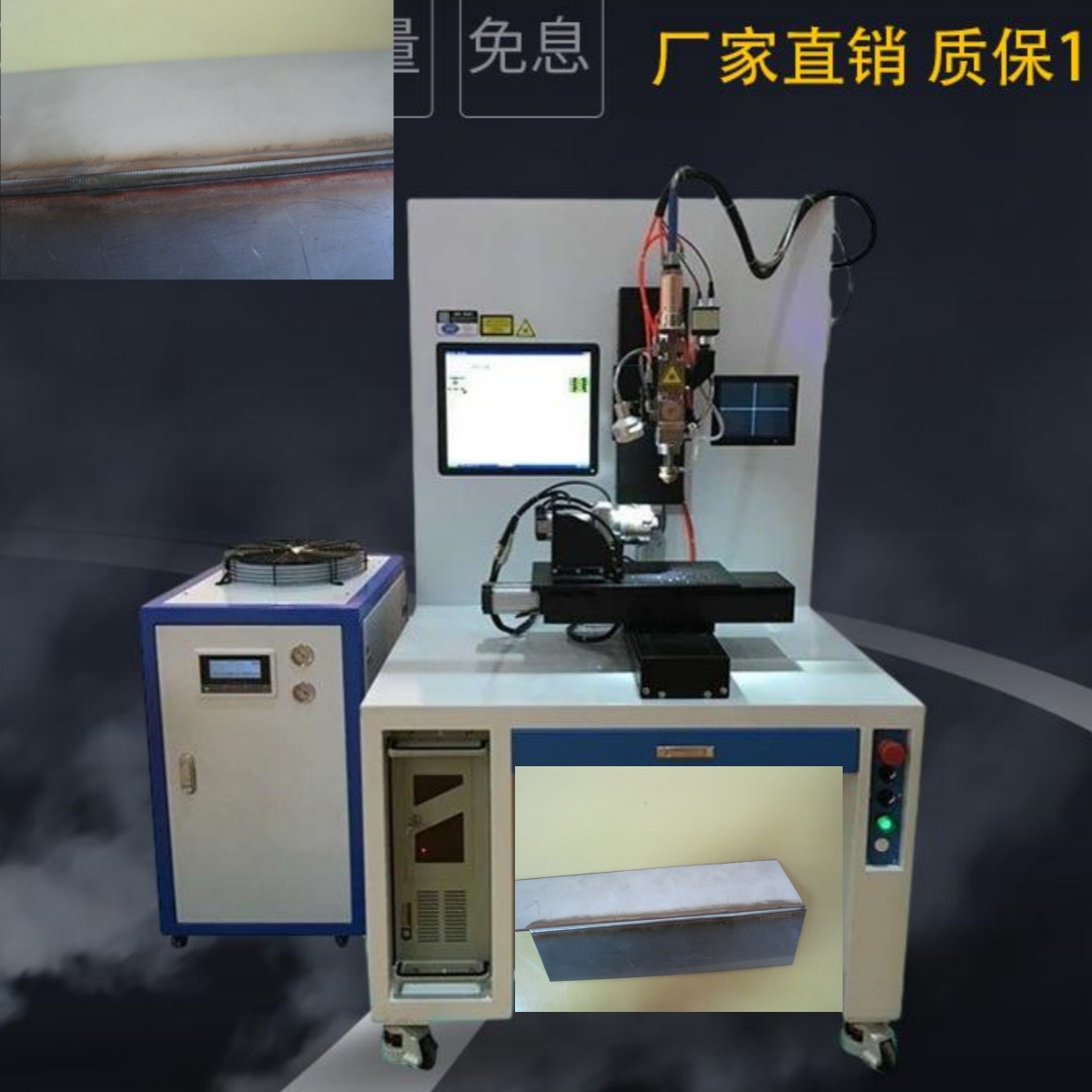
設(shè)備配置
1.光源系統(tǒng):采用連續(xù)激光器(光纖激光器)
2.運動系統(tǒng):配備三軸伺服(松下)運動控制外加定制化工裝夾具
3.激光聚焦系統(tǒng):萬順興雙擺焊接頭
4.冷卻系統(tǒng):搭配了博鼎 雙溫雙控冷卻水機
5.其他輔助系統(tǒng):焊接檢測系統(tǒng).(實時檢測焊接效果)、能量檢測系統(tǒng)(實時檢測能量波動)、激光校準系統(tǒng):(校準激光焦距)