產品介紹
工藝參數影響的研究
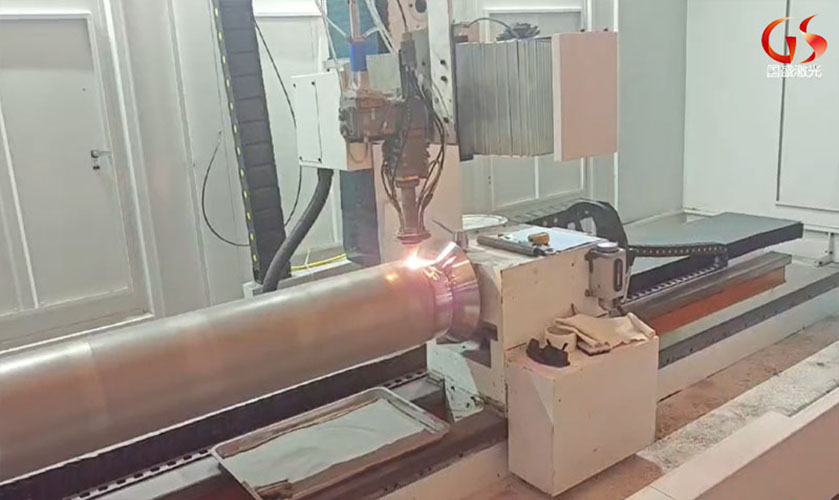
熔覆過程直接決定了再制造成形���,是激光熔覆技術規?����;a業化應用的因素���。結合激光熔覆再制造在礦山液壓支架立柱中的應用經驗,發現再制造成品的控制一般涉及熔覆表面的宏觀(無裂紋��、砂眼等缺陷)、成形厚度��、表面硬度分布等���。影響激光熔覆成形的幾個關鍵參數是激光功率��、焦距�����、掃描線速度�、重疊率和送粉率�,其中重疊率與步距設置有關,送粉率與熔覆厚度直接相關��,熔覆的有效熱輸入是這些參數綜合的結果��。
自激光熔覆技術工業化應用以來���,研究人員對各種參數對性能和機理的影響做了大量的研究���,可以涵蓋激光熔覆技術應用中的關鍵影響因素和機理��。通過分析激光熔覆技術的研究現狀,熔覆參數的類型包括工藝參數���、工藝參數和參數��。
按照這種分類方法�����,激光熔覆的再制造參數可以從激光光源�����、機床����、待熔覆零件基體�、粉末和送粉系統等方面細分為:
1、激光功率����、焦距(光源)和光斑規格。
2����、機床精度���、轉速、熔覆的步進控制(機床)�����。
3�、零件的形狀、尺寸和材料特性(零件矩陣)���。
4���、粉末成分、功能和物理性質(粒度分布��、流動性��、堆積密度��、氧含量)���。
5�、送粉率。
6����、保護氣流大小�。
這些參數的配合效果首先直接關系到熔覆產品的,熔覆層直觀的宏觀表征如氣孔���、砂眼�、裂紋�,其次是熔覆尺寸、可測量的表面硬度���、粗糙度和機械加工后的耐蝕性����,以及稀釋率�����、結合狀況�����、內部組織結構和缺陷、截面硬度��、熱影響區大小等�。通過取樣檢測包覆層。
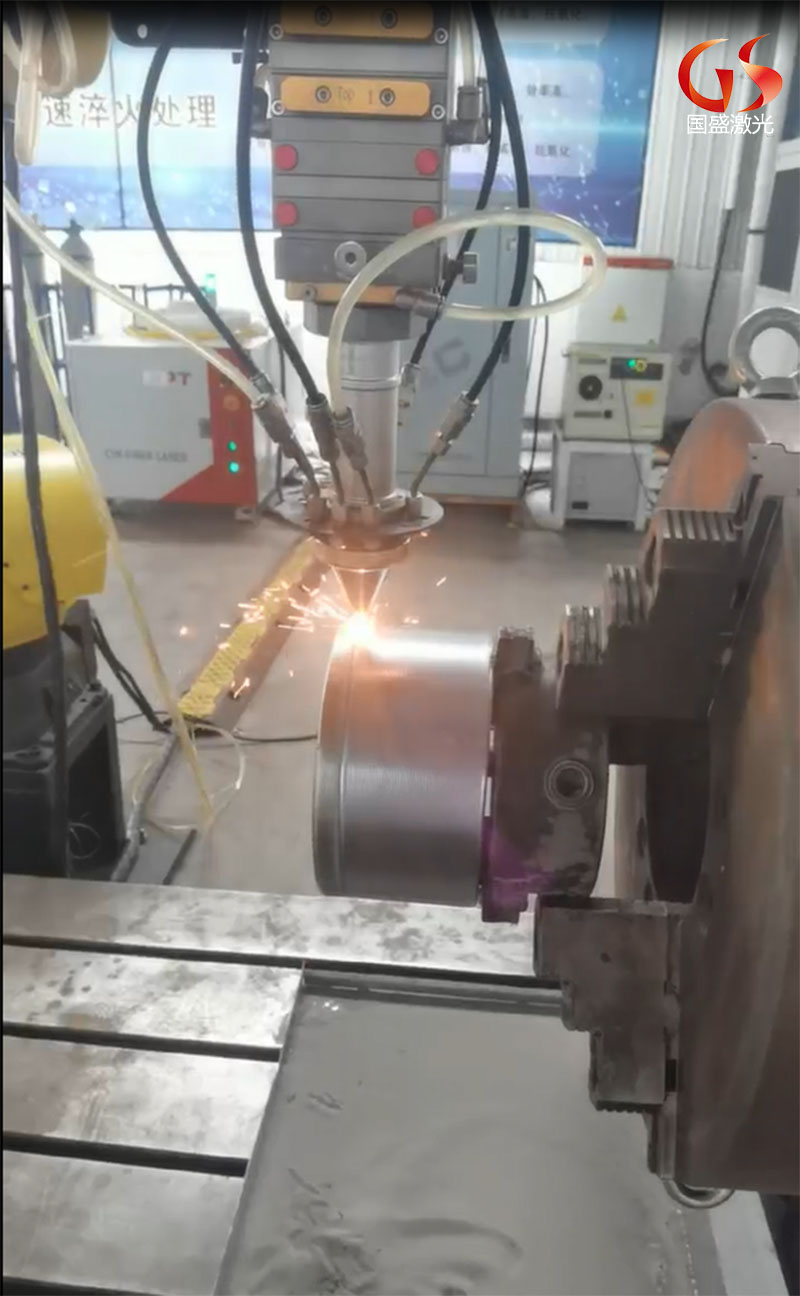
以材料類型�、熔覆功率和熔覆掃描速度為影響因素進行正交試驗,研究對結合強度的影響���。發現:
1�、合金粉的種類對結合強度的影響
2���、掃描速度��,小的是激光輸出功率
45鋼基體表面的激光熔覆層與基體的結合強度大于基體的應力強度����。鎳基熔覆層的剪切強度是母材的2到3倍���,鐵基熔覆層的剪切強度是母材的5倍以上���。使用不同能量密度的高功率激光進行熔覆試驗,并通過中性鹽霧試驗檢驗其耐蝕性���。經分析發現��,能量密度越高����,熔覆層微觀組織差異越大,耐蝕性越差��。不同功率密度下�,熔覆層中cr的平均含量無明顯差異�����,但隨著激光熔覆能量密度的增加����,cr的分布變得不均勻,熔覆層的平均硬度越高����,耐蝕性越差。