產品介紹
鍍鉻是過去廣泛使用的防腐耐磨涂層技術之一��。制備過程是將工件浸泡在溶液中���,用電化學方法沉積涂層�。制備的硬鉻涂層通常伴有微裂紋�,涂層與基體的結合力差,在使用中常導致開裂和剝落���。由于電鍍耗電量�����,其利潤空間一再被壓縮����。生產過程中產生的廢氣和廢液也污染了環境。目前����,電鍍行業已成為夕陽產業,受到歐盟��、美國和中國工業部門的嚴格�����。高速激光熔覆工藝不涉及化學過程���,對環境友好���。有很多種硬表面涂層可供選擇,包括鐵基�、鎳基和鈷基合金涂層�����。該方法制備的鍍層無缺陷,結合強度高和耐久性遠高于電鍍層�����。目前�����,高速激光熔覆是替代鍍硬鉻的技術�����。
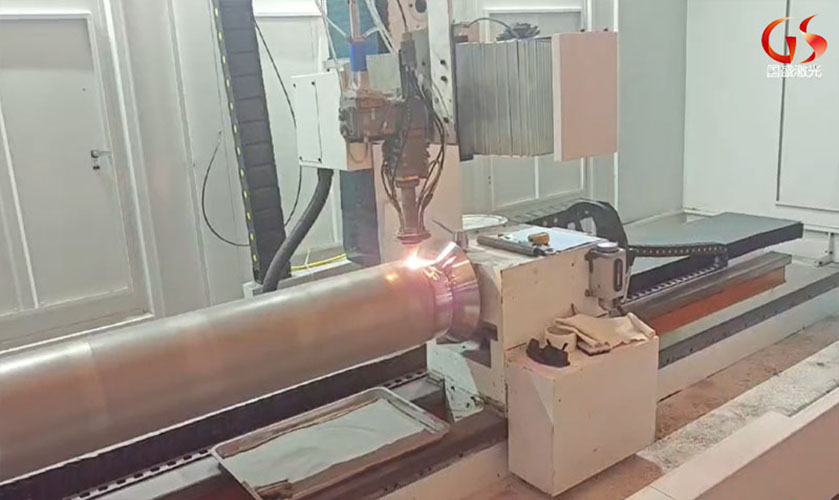
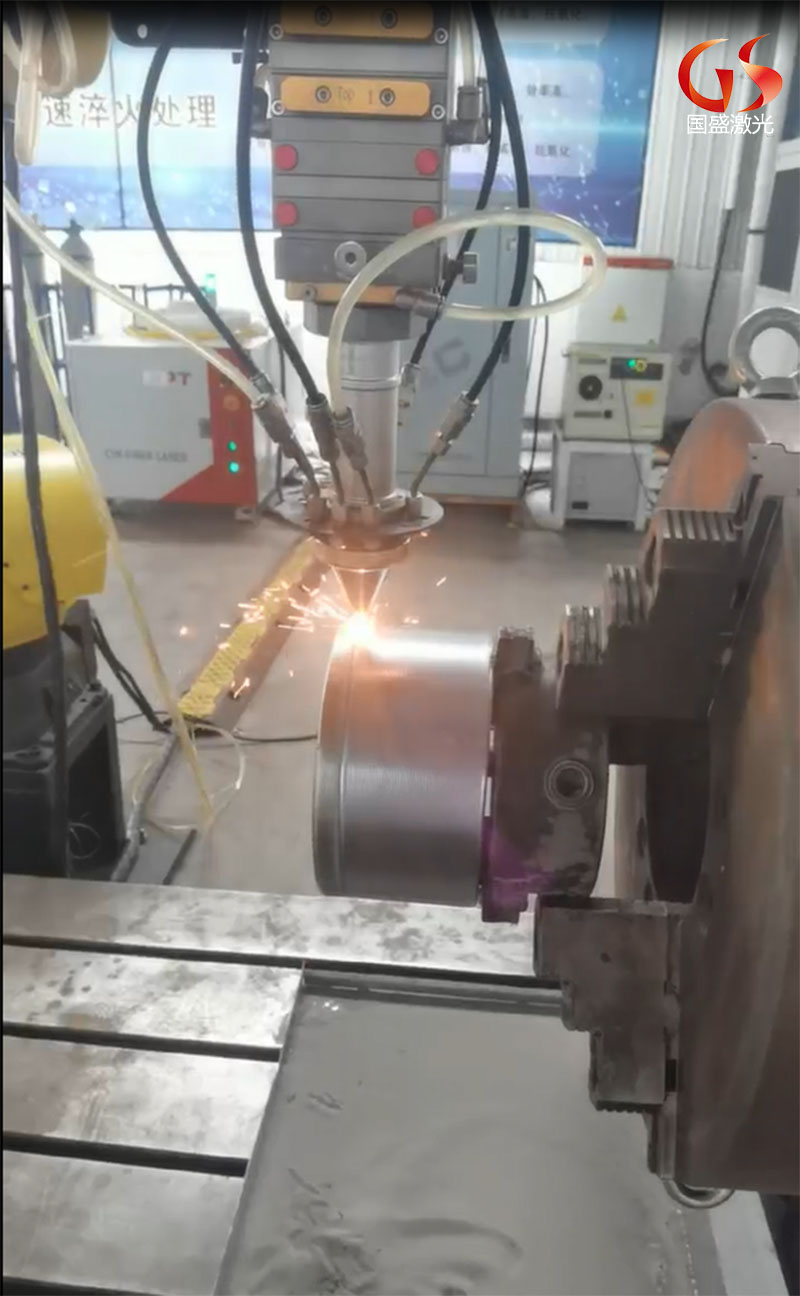
熱噴涂涂層雖然沉積速率高�,但粉末利用率只有50%��。涂層的孔隙率為1%—2%��,腐蝕介質可以通過這些孔隙腐蝕基體��。一般情況下���,熱噴涂涂層與基體的結合強度低于150 mpa��,在重載服役條件下可能導致涂層剝落�����。而高速激光熔覆制備的涂層結構致密��,無氣孔�����,涂層與基體為冶金結合��,結合強度高�。而國盛激光熔覆設備采用特殊設計優化的高速激光熔覆噴嘴����,粉末利用率大于90%,激光能量控制����,熔覆層稀釋率控制在3%以內。
堆焊技術可以制備高無缺陷的金屬涂層���,如鎢極氬弧焊和等離子噴焊����。界面為冶金結合,結合強度高����,單層厚度可達2—3 mm,與熱噴涂單層25—50微米���、傳統激光熔覆單層 —1mm的沉積厚度相比�����,堆焊技術的沉積效率。然而����,高沉積效率伴隨著高能量輸入,會誘發基體材料組織和性能的轉變以及熱損傷���。而國盛激光高速激光熔覆技術是大容量雙筒送粉器����,長時間送粉的穩定性和熔覆層的均勻性一致性����。��。
從涂層厚度的分析可以看出�����,在50—500微米m的厚度范圍內沒有涂層的技術方案�����,而高速激光熔覆技術正好可以填補這一空白���。其單層熔覆厚度在25—250微米范圍內,制備的涂層表面光滑���,粗糙度僅為傳統激光熔覆的10%����。僅通過磨削就能滿足精度要求����。國盛激光高速激光熔覆設備的數控機床,熔覆線速度可達100-500mm/s��,單位時間熔覆面積 -1m2;送粉控制,熔覆層厚度 -10mm可控�����。