產品介紹
高速激光熔覆
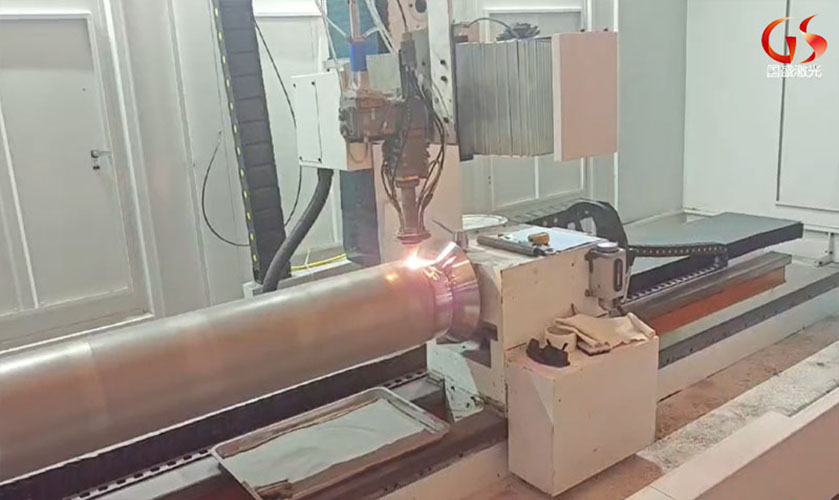
高速激光熔覆技術采用同軸送粉方式控制粉末在熔池上方的激光束會聚�,使大部分激光能量直接作用在激光粉末上����,熔覆粉末在到達熔池前處于熔化或半熔化狀態,從而減少粉末在熔池中存在的時間��,減少對基體的熱輸入��,大大提高熔覆效率和粉末利用率���。
其特殊的模塊化設計大大降低了使用成本�,使磨損零件的更換變得極其簡單����,同時保證了工藝的可重復性。噴嘴尺寸也可以根據維護位置靈活調整。新研發的超高速激光熔覆加工頭�,通過特殊光路調節系統的設計,實現了光與粉末在空間的理想相互作用���,使粉末熔化更穩定���,能量利用更好。涂層的表面粗糙度更低��,表面更光滑����。
現在,高速激光熔覆技術已經得到了市場的高度認可����,高速激光熔覆取代普通激光熔覆將成為行業技術發展的必然趨勢。然而���,激光熔覆是一個復雜的過程���。為了幫助廣大高速激光熔覆用戶快速掌握工藝,郭盛激光在此將高速激光熔覆工藝的知識點以及各種工藝問題產生的原因總結如下:
1. 高速激光熔覆的工作原理
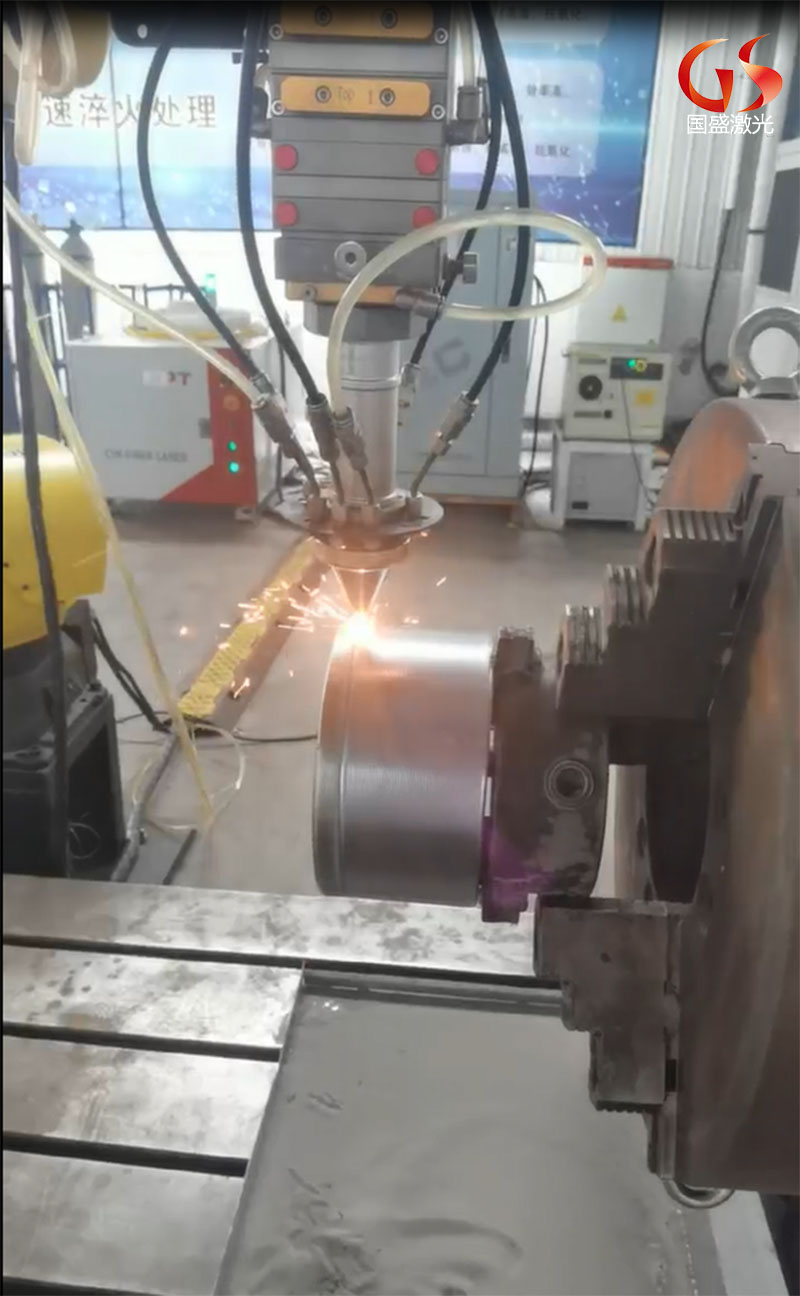
高速激光熔覆是利用高能激光束熔化空氣中的金屬粉末����,同時熔化基體形成熔池����。熔化的粉末與熔化的基體結合后�,迅速冷卻形成冶金結合的涂層。
2. 高速激光熔覆工藝的關鍵參數及其對熔覆效果的影響
(1) 激光功率
功率直接影響單位時間內可熔化的粉末量和包覆效率�。在其他工作參數確定的情況下,過低的功率可能導致粉末熔化不完全����,打磨拋光后產生麻點��,結合力不足��,涂層硬度低;如果功率過大�����,有可能是熔溝熔化過度��,導致表面出現斜向褶皺��。
(2) 粉末進料量
當粉末遇到激光時�����,它會吸收激光能量。粉末量越大�,吸收的激光能量就越多。粉末量太大�����,激光能量會不足��,涂層熔不透��,打磨拋光后出現麻點��,基體熔化不掉����,涂層與基體不能實現冶金結合,導致涂層剝落���。粉末量大�����,粉末利用率低;粉末用量少�,粉末利用率高。
(3) 線速度
線速度越大�,包層越薄,線速度越小����,包層越厚。線速度過高����,基體不會形成熔池,涂層與基體沒有冶金結合����,熔溝冷卻慢,紅尾過長���,出現剝落。線速度可以提高涂層硬度和粉末利用率���。
(4) 循序漸進
臺階越小�,研磨比越大�����,涂層表面越精細。臺階越大�����,搭接率越小�,涂層條紋越明顯。步進會影響稀釋率�。步進小時,照射在基板上的激光能量小���,稀釋率低��。當臺階大時���,照射在基板上的激光能量大,稀釋率高���。