產品介紹
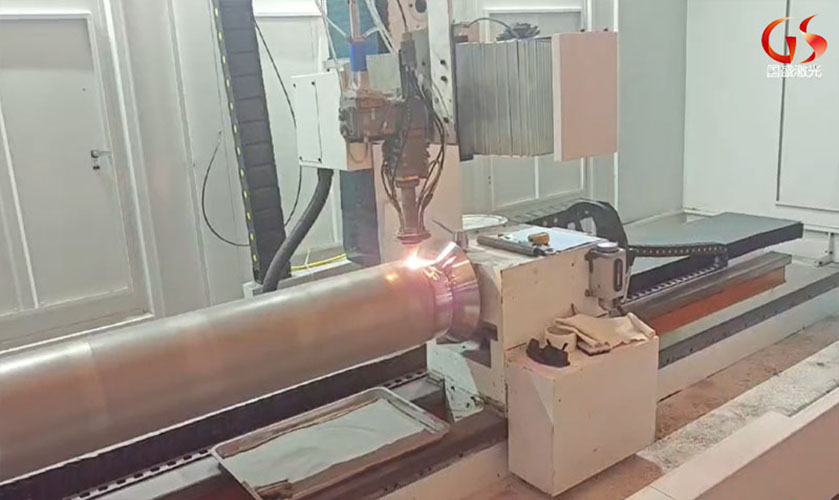
1.激光熔覆具有的特點
(1)冷卻速度(高達106K/s),屬于速凝固過程�,容易得到細晶組織或產生平衡態所無法得到的新相,如非穩相��、非晶態等;
(2)涂層稀釋率低(一般小于5%)�����,與基體呈牢固的冶金結合或界面擴散結合�����,通過對激光工藝參數的調整����,可以獲得低稀釋率的良好涂層,并且涂層成分和稀釋度可控;
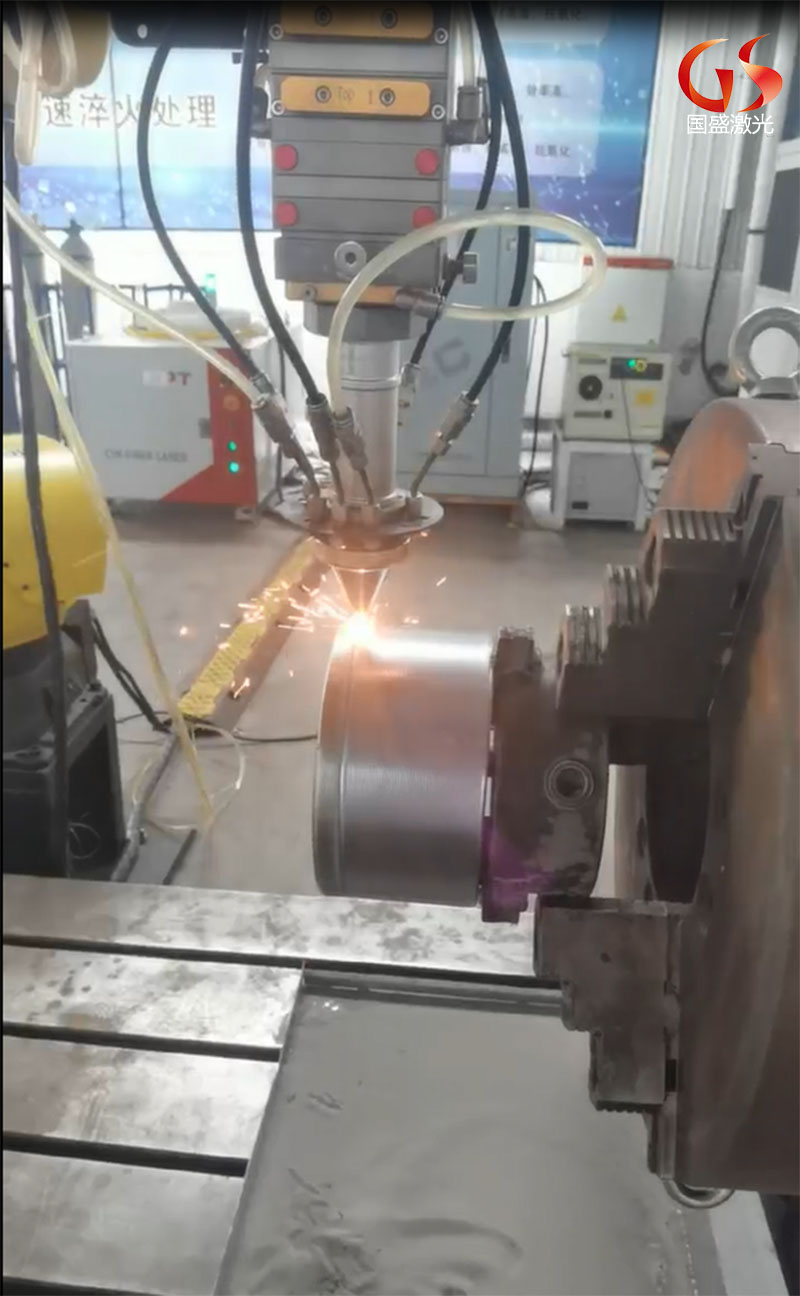
(3)熱輸入和畸變較小�,尤其是采用高功率密度速熔覆時,變形可降低到零件的裝配公差內;
(4)粉末選擇幾乎沒有任何限制�,特別是在低熔點金屬表面熔敷高熔點合金;
(5)熔覆層的厚度范圍大,單道送粉一次涂覆厚度在 - ;
(6)能進行選區熔敷��,材料消耗少,具有的性價比;
(7)光束瞄準可以使難以接近的區域熔敷;
(8)工藝過程易于實現自動化����,很適合常見易損件的磨損修復。
2.激光熔覆與激光合金化的異同
激光熔覆與激光合金化�����,都是利用高能密度的激光束所產生的速熔凝過程�����,在基材表面形成于基體相互融合的�����、具有完全不同成分與性能的合金覆層����。兩者工藝過程相似,但卻有本質上的區別�,主要區別如下:
(1)激光熔覆過程中的覆層材料完全融化��,而基體熔化層極薄���,因而對熔覆層的成分影響極小�����,而激光合金化則是在基材的表面熔融復層內加入合金元素�,目的是形成以基材為基的新的合金層。
(2)激光熔覆實質上不是把基體表面層熔融金屬作為溶劑�,而是將另行配置的合金粉末融化,使其成為熔覆層的主題合金�,同時基體合金也有一薄層融化,與之形成冶金結合�。
激光熔覆技術制備新材料,是極端條件下失效零部件的修復與再制造�、金屬零部件直接制造的重要基礎,受到世界各國科學界和企業的高度重視�����。
3.工藝領域
激光熔覆技術���,是一種涉及光���、機、電�、計算機����、材料��、物理�、化學等多門學科的跨學科高新技術。
它由上個世紀60年代提出���,并于1976年誕生了一項論述高能激光熔覆的專利��。進入80年代�����,激光熔覆技術得到了迅速的發展��,結合CAD技術興起的速原型加工技術(增材制造技術�,俗稱3D打印技術)�,為激光熔覆技術又添了新的活力。
現已成功開展了在不銹鋼�����、模具鋼�、可鍛鑄鐵、灰口鑄鐵����、銅合金、鈦合金�����、鋁合金及特殊合金表面鈷基���、鎳基��、鐵基等自熔合金粉末及陶瓷相的激光熔覆�����。
激光熔覆鐵基合金粉末適用于要求局部耐磨而且容易變形的零件���。