產品介紹
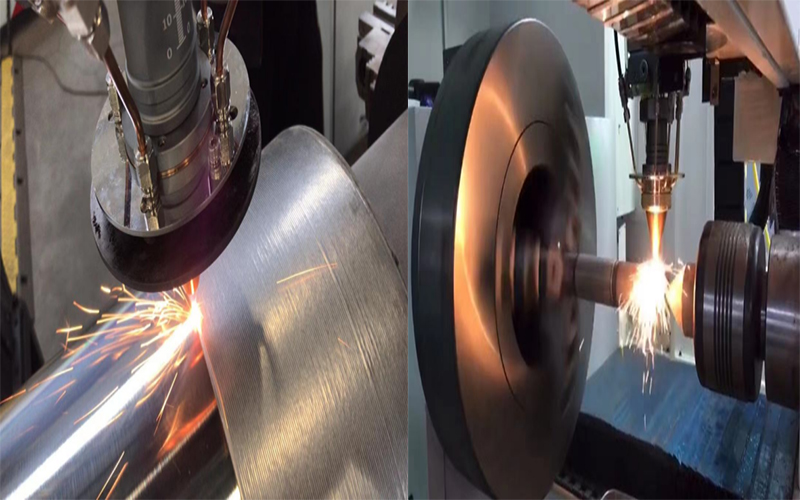
同軸送粉技術是指激光(圓型光斑)從熔覆頭的中心輸出,金屬粉圍繞激光呈周圍環狀分布或者多束周向環繞分布�����。熔覆頭上設置有專門的保護氣通道�����、金屬粉通道以及冷卻水通道���。熔覆工作時�,多束金屬粉與激光相交于熔覆頭外部一點�����。對于傳統激光熔覆�����,該交點一般設置在激光熔池的上����,即激光和金屬粉在基體表面發生作用��,金屬粉和基體同時在激光的作用下發生熔融�,在工件表面形成熔覆層。
同軸送粉激光熔覆原理圖
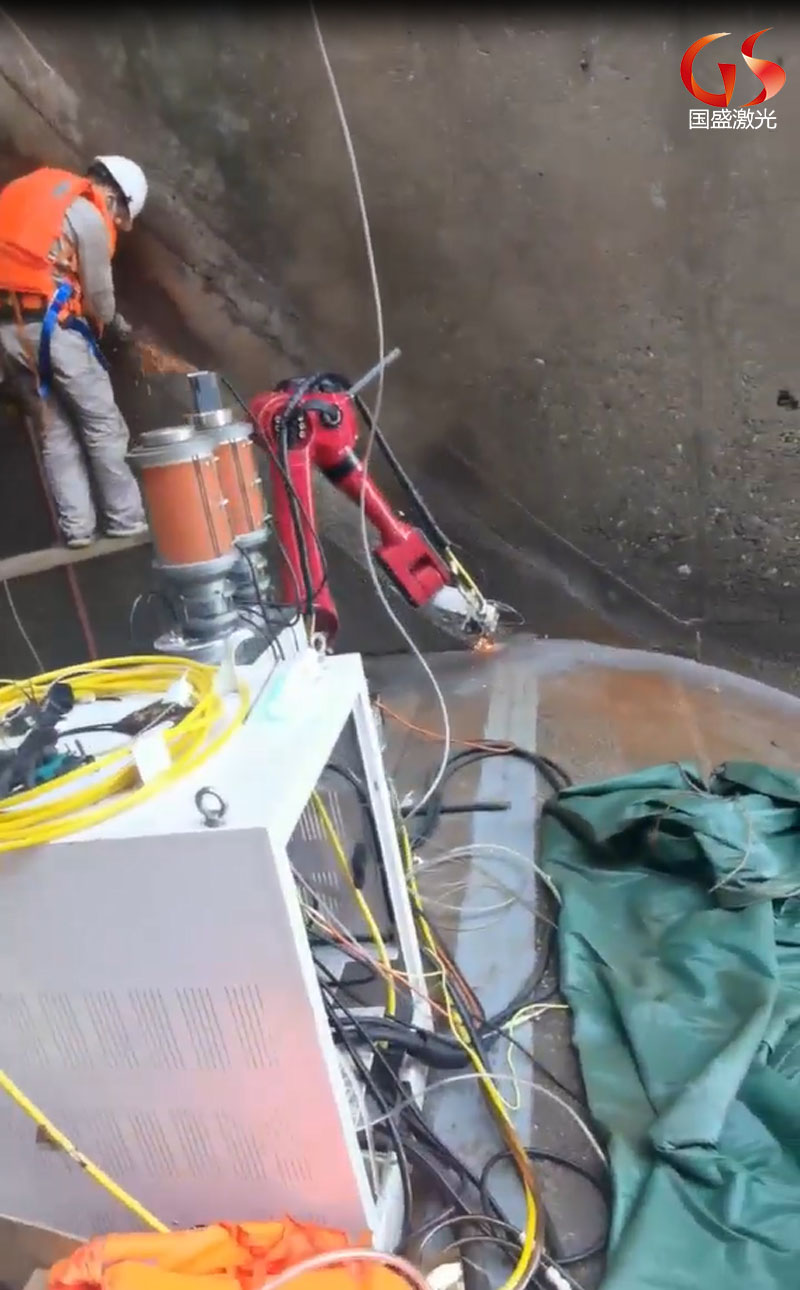
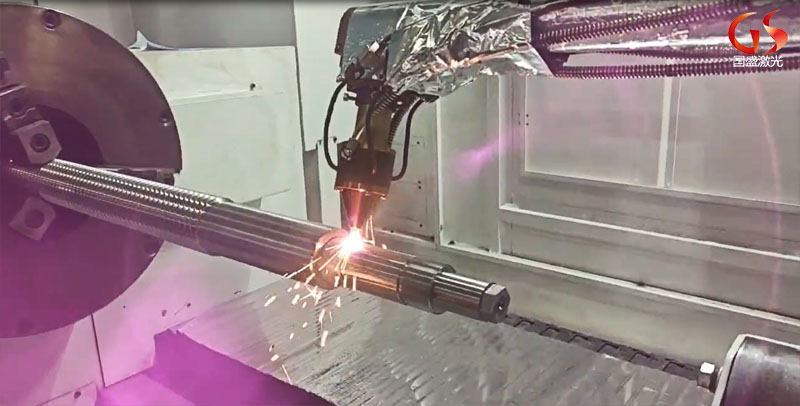
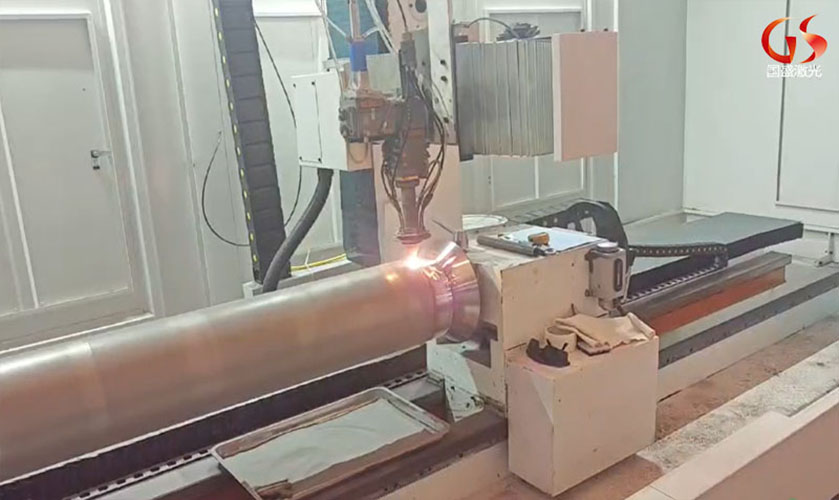
該項技術應用于高速激光熔覆時�,要求金屬粉與激光的交點位于工件表面的上方空間,即金屬粉在充分吸收激光能量成為熔融或者半熔融狀態后落入工件表面的熔池��,從而在基體表面形成致密平整的熔覆層。同軸送粉激光器一般采用半導體光纖輸出激光器或光纖激光器��,送粉器選用盤式氣載送粉器�����。
同軸送粉高速激光熔覆
<一>�����、同軸送粉技術缺點
1�、金屬粉利用率低
同軸送粉激光熔覆技術采用氣動式送粉,惰性氣體在助動金屬粉輸出的同時吹向激光熔池����,氣體作用下的金屬粉末之間發生碰撞、熔池里發生飛濺以及相當比例的金屬粉末不能吸收激光熔融而被浪費���,因此實際應用中����,粉末利用率只有50%-70%左右��,而且粉末輸出速度越快,粉末利用率越低����。
2、易堵粉��,維護費用高
環形送粉或者多束粉方案中送粉通道較狹窄����,且需要實現均等分粉,因重力或受氣流波動的影響����,會出現分粉不均等����,極易出粉通道堵塞現象���,影響生產作業連續性�����,嚴重情況下需要更換噴嘴�����,維護費用較高�。
3、安全穩定性差
同軸送粉熔覆頭采用中心輸出激光�,周圍粉路、氣路�、水路結構復雜,熔覆頭的制冷效果差����,長時間工作熔覆頭溫度會過高,會引起飛濺粉末的粘連�。
<二>、同軸送粉技術優勢
1���、熔覆表面較平整
相對于旁軸送粉����,同軸送粉表面較為平整��,后期加工工序簡單�,加工量小。
2�����、送粉與激光一體化設計,自由度高�����、易自動化集成
同軸送粉為氣動式送粉��,可在不同角度任意方向得到質量相同的熔覆層���, 由于其熔覆時向任意方案移動均可得到形貌一致�����、質量相同的熔覆層�����,因此其熔覆方向沒有限制�,配合工業機器人或多軸運動機床可以進行任意路徑或任意形狀零件的表面熔覆����。也可用于激光同軸送粉3D打印���。