產品介紹
一����、什么是激光熔覆
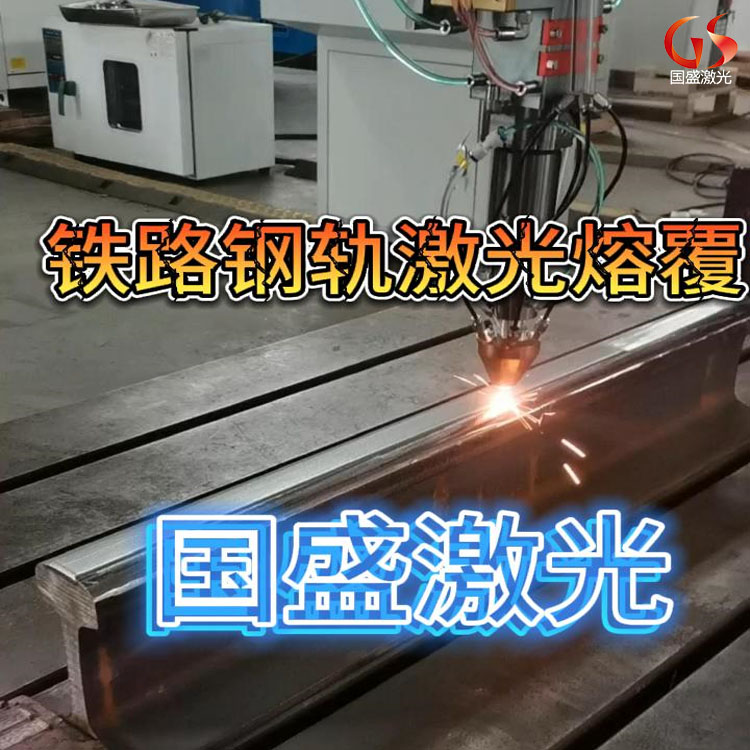
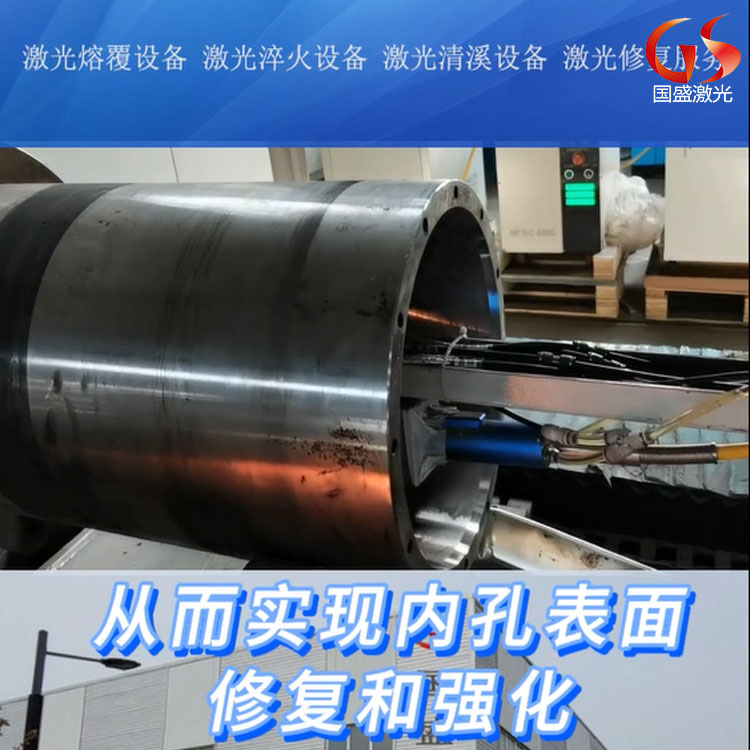
激光熔覆技術是指以不同的填料方式將所選涂層材料放置于基體表面��,經激光輻照使之與基體表面淺薄層同時熔化���,并快速凝固后形成稀釋度低��,與基體材料成冶金結合的表面涂層���,從而顯著改善基體材料表面的耐磨��、耐蝕�、耐熱��、抗氧化及電氣特性等的工藝方法��。
二���、激光熔覆的分類
1.激光熔覆按照送料的不同�,可以分為送粉激光熔覆和送絲激光熔覆�。
(1)送絲激光熔覆:即通過送絲機構,將金屬絲直接送入光斑內��,與基體一起熔化并凝固,實現激光熔覆層����。與送粉熔覆比較,送絲熔覆可實現熔覆材料無浪費�����,遠高于送粉熔覆,缺點在于熱影響區過大�、無法實現很好的氣體保護、熔覆缺陷多�、工藝參數調整難度大等。
(2)送粉激光熔覆相對于送絲����,使用要更加廣泛。按照送粉方式的不同又可分為旁軸送粉和同軸送粉�����。同軸送粉是指激光從熔覆頭的中心輸出���,金屬粉圍繞激光呈環形分布或者多路周向環繞分布(常見的有三路�、四路)����。旁軸送粉與送絲的方式類似,只是將送焊絲替換變成送粉末�。送粉管位于激光加工方向的前方,金屬粉在重力的作用下提前堆積在基體表面�����,然后后方的激光束掃描在預先沉積的粉末上,完成激光熔覆過程����。
2.激光熔覆按照送料方式不同,可以分為預置式激光熔覆���、送粉式激光熔覆����、復合激光熔覆�。
(1)預置送粉式激光熔覆:先將熔覆材料置于基本材料壞表面,激光束在合金預覆層表面掃描����,預覆層表面吸收激光能量使溫度升高并熔化。同時通過熱傳導將表面熱量向內部傳遞���,使整個合金預覆層及一部分基材熔化����,激光束離開后熔化的金屬快速凝固在其材表面形成冶金結合的合金熔覆層�����。預置的合金材料通常采用粉末�,預置方法有涂刷粘結法和熱噴涂等�����。它的優點是效率高���,涂層厚度均勻并且與基材結合牢固����,缺點是熔覆材料燒損嚴重����,稀釋率高,容易產生氣孔��,容易變形開裂���。
(2)同步送粉式激光熔覆:采用專門的輸送器將合金材料直接送入激光作用區���,粉末到達熔區前先經過光束,被加熱到紅熱狀態���,落入熔區后隨即熔化��,隨基材的移動和粉末的連續送入形成合金熔覆層�。同步送粉方式的合金材料可以選用合金線材或者金屬粉末,送粉方式有同步側向送粉和同軸送粉兩種��。同步側向送粉結構簡單��,價格較低����,但粉末利用率不高,熔覆質量相對較差����,可適用于平面、軸類的激光熔覆��。而同軸送粉結構復雜�,粉末經過預熱,熔覆質量好�����,通用性強���。