產品介紹
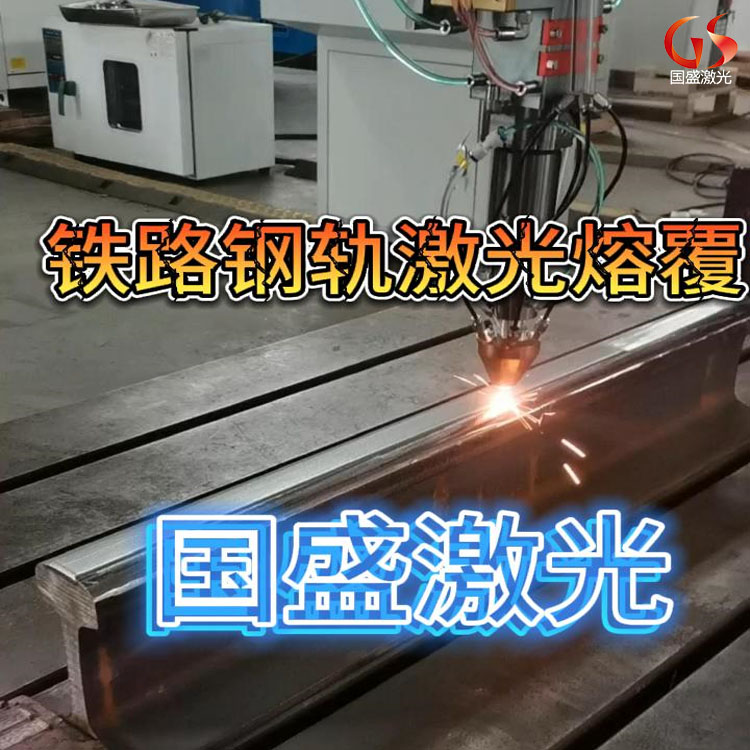
旁軸送粉激光熔覆技術
旁軸送粉技術也叫側向送粉激光熔覆技術�,是指粉料的輸送裝置和激光束分開,彼此獨立的一種送粉方式��。一般使用外側送粉管的方式�����,送粉管位于激光加工方向的前方��,金屬粉在重力的作用下提前堆積在基體表面���,然后后方的激光束掃描在預先沉積的粉末上�,完成激光熔覆過程。
實際生產中�����,送粉器的出粉嘴與激光頭有相對固定的位置和角度匹配�。同時旁軸激光熔覆完全依賴重力的作用��,不能施加保護氣體����,避免預置在基體上的熔覆粉末被吹散,降低粉末利用率以及熔覆效率����。旁軸送粉激光器一般采用半導體直接輸出激光器或半導體光纖輸出激光器和重力送粉器,熔覆頭采用矩形光斑和旁軸寬帶送粉方案���。
<一>��、旁軸送粉技術缺點
1�、金屬粉的選擇受限制
由于缺少保護氣體的作用�,激光熔池只能依靠熔覆粉末熔化時的熔渣自我保護。因此目前工業生產中����,旁軸送粉系統多選用自熔性合金粉末�����。熔覆粉末依靠B,Si等元素的造渣作用在熔池表面產生自保護作用����。
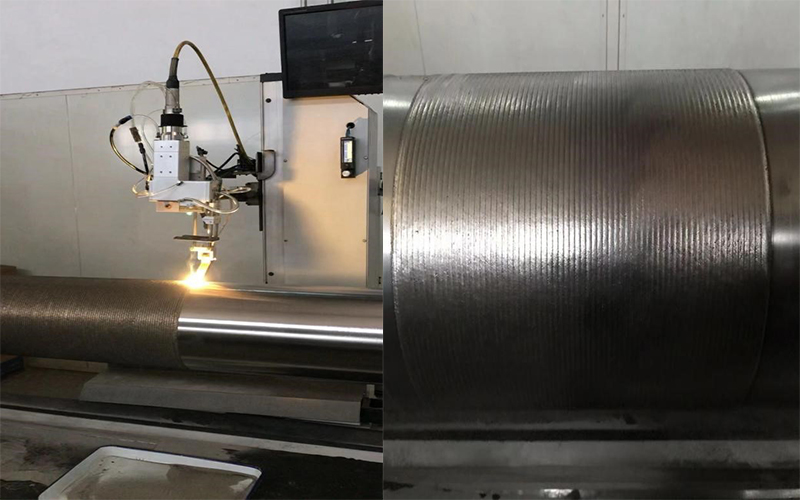
2�、熔覆層表面起伏較大
旁軸送粉采用預置式送粉方式,熔覆后熔覆層表面熔道十分明顯���,溝壑較大起伏不平�����,熔覆完成后需進行相應的車��、拋及磨����,加工成本高�。
3、加工面受限制
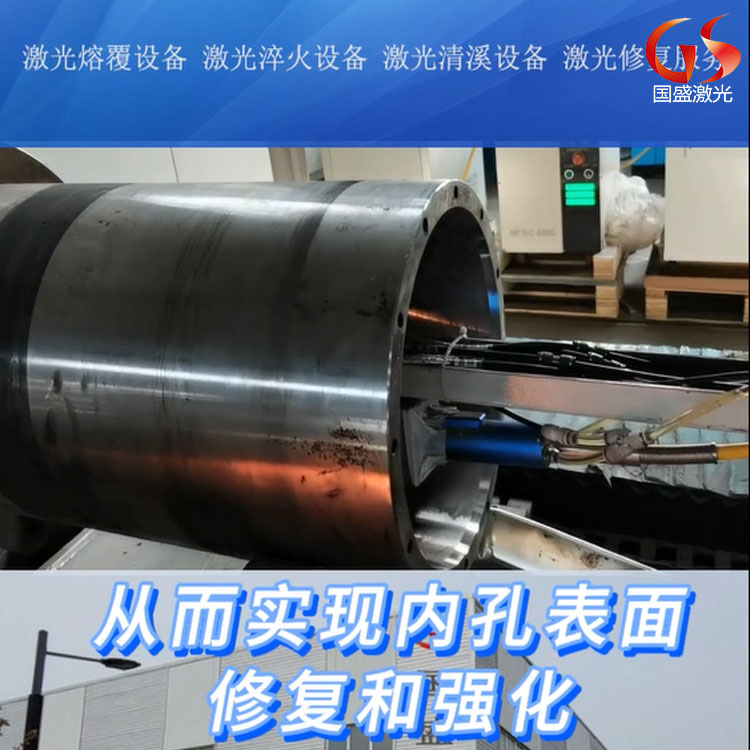
旁軸送粉由于是重力送粉�����,因此不適宜斜面工件上使用,也不適于內孔熔覆�����,應用范圍有限��。
<二>�����、旁軸送粉技術優勢
1���、金屬粉利用率高
相對于同軸送粉,旁軸送粉激光熔覆技術的材料利用率可達到95%以上���。同軸送粉激光熔覆技術的粉末是通過惰性氣體吹向激光熔池���,在此過程中由于粉末之間的碰撞、熔池的飛濺以及送粉通道的精度影響�,有相當比例的金屬粉末不能形成熔覆層而被浪費,造成其材料利用率只有50%-80%左右(光斑越小材料利用率越低)��。而旁軸送粉激光熔覆通過將粉末預置在工件表面,激光束再進行掃描照射使其熔化����,可以達到非常高的材料利用率,節省了較多的材料成本����。
2、熔覆效率相對較高
旁軸送粉激光熔覆技術由于采用矩形光斑方案���,在保證熔覆方向光斑的能量密度不變的情況下���,可以采用加大激光功率和光斑寬度的方式,使得熔覆效率大幅提升�����。目前實際生產中單道熔覆寬度可達30mm以上���,熔覆線速度可達到 �����。
3��、無惰性氣體消耗���、成本低
旁軸送粉激光熔覆技術一般采用重力送粉方式���,不需要消耗惰性氣體;由于采用預置送粉,氣流會影響粉末的預置與堆積���。