產品介紹
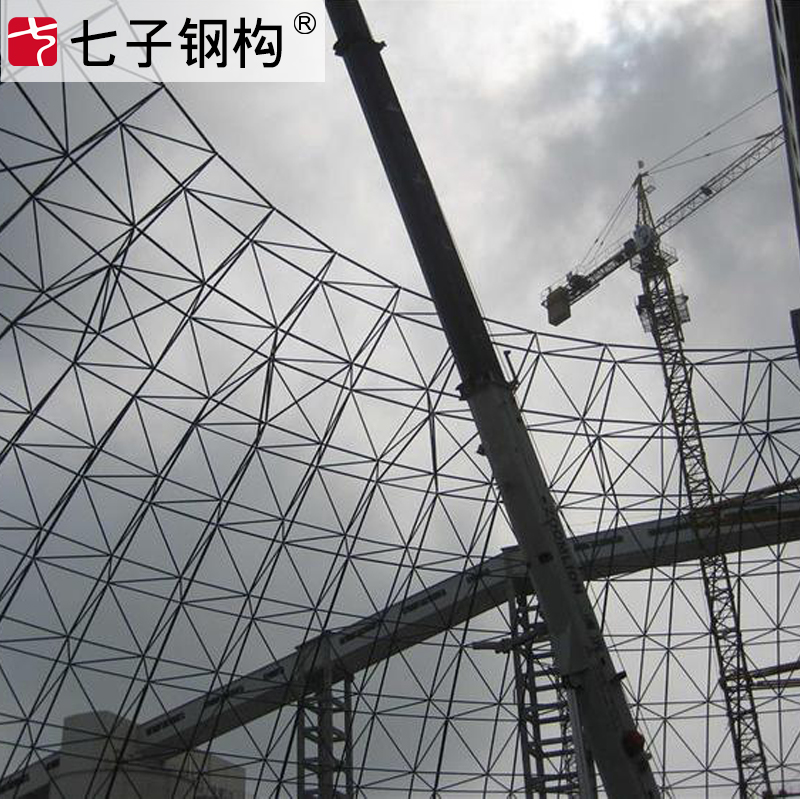
根據網架結構的實際情況和左右對稱的特點為了減小網架在拼裝工程中的誤差積累整體網架的組拼應從起步單元8軸��、9軸之間開始先組拼起步單元的縱橫軸隨時校正尺寸在認為起步單元網架無誤后方可從中心向兩側展開�����。拼裝過程中由扒桿將桿件吊裝到位在設計位置進行拼裝栓接�。
起步單元的組拼
直接將單根桿件�、單個節點拼裝成網架在拼裝過程中每個節點的位置都應測量復核。起步單元的網架安裝完成后立即進行自檢保證所有節點處的螺栓緊固到位�����。進行定位電焊(每個支座處焊接3點)以保證網架在后面的安裝過程中不產生位移����。然后分別以起步單元為中心向兩個方向同時拼裝。
螺紋孔加工在車床上配以專用工裝螺紋孔與平面一次裝夾加工����。
在工藝孔平面上打印球號����、加工工號�����。
螺栓球的主要檢測控制有:a.過燒��、裂紋:用放大鏡和磁粉控傷檢驗���。b.螺栓質量:應達到6H級,采用標準螺紋規檢驗�����。c.螺紋強度及螺栓球強度:采用高強螺栓配合用拉力試驗機檢驗�����,按600只為一批���,每批取3只。d.允許偏差項目的檢查����。
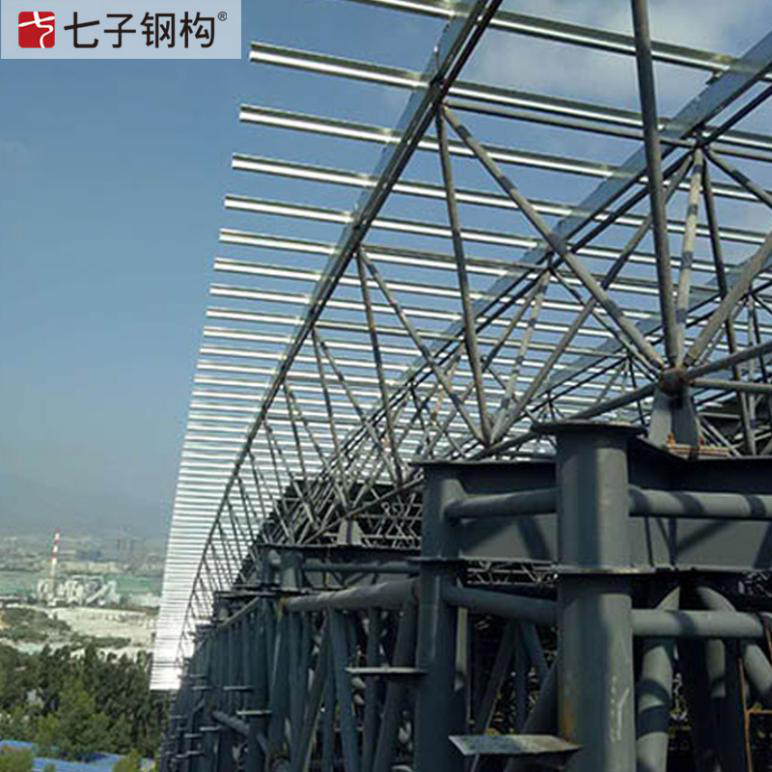
網架配件(桿件)的生產:
桿件由鋼管���、封板或錐頭、高強螺栓組成�����,其主要工藝過程有:鋼管下料坡口并編號→鋼管與封板或錐頭�����,高強螺栓配套并點焊→全自動或半自動二氧化碳氣體保護焊接(2級焊縫)→拋丸除銹( 級)→涂裝→包裝��。
表面處理:鋼結構的表面處理非常重要�����,同一種油漆�,同一種腐蝕環境�,使用不同的施工工藝壽命可延長三倍到五倍。應清除鋼鐵表面的污物和銹層�����,尤其是軋制鋼材時形成的黑氧化皮,它是電化學腐蝕的陰極����,是腐蝕的根源,除掉��。表面處理質量應達到涂裝前鋼材表面預處理規范的 級����。
材料選擇:表面涂刷專用鋼結構防腐漆,仍是目前對鋼結構防腐及網架防腐的主要手段����。鋼結構防腐涂料按保護功能可分為底漆、中層漆和面漆��,各層油漆均有其特性�,各負其責,幾層組合起來����,形成復合涂層,提高防腐性能���,延長使用壽命�。