產品介紹
四川焊縫焊接工藝評定檢測-選安普檢測中心,價格低���,周期短�;出具CMA/CNAS資質報告���,擁有獨立實驗室�����,接受全國寄樣��,歡迎咨詢?�。ň唧w更多檢測項目請咨詢黃小姐:181-2654-7679)
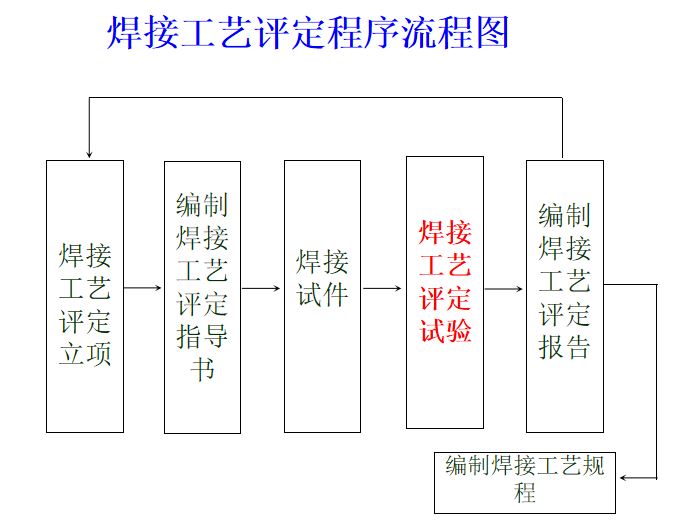
焊接工藝評定為驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結果評價�����。是指為使焊接接頭的力學性能���、彎曲性能或堆焊層的化學成分符合規定��,對預焊接工藝規程進行驗證性試驗和結果評價的過程�。
預焊接工藝規程(pWPS):為進行焊接工藝評定所擬定的焊接工藝文件�����。
焊接工藝評定報告(PQR):記載驗證性試驗及其檢驗結果���,對擬定的預焊接工藝規程(pWPS)進行評價的報告��。
焊接工藝規程(WPS):根據合格的焊接工藝評定報告編制的�,用于產品施焊的焊接工藝文件�。
試驗內容和試驗目的:
外觀檢測VT:檢查焊縫表面有無缺陷。
表面和內部缺陷檢測PT/MT��、UT/RT:檢查焊縫表面和內部有無缺陷。
橫向拉伸試驗:測定接頭的強度����。
橫向彎曲測試:測定接頭的塑性��,揭示接頭內部的缺陷��,以及焊縫的致密性����。
沖擊試驗:測定接頭的沖擊韌性。
宏觀檢驗:試樣應按EN 1321 規定制備并在一側腐蝕����,以清晰地顯示出熔合線、熱影響區和各層焊道��。低倍金相檢驗應包括未受到影響的母材���,并每個工藝試驗至少再現一次���。
硬度測試:
1、硬度試驗方法應按EN 1043-1:1995(ISO 9015)的規定��,采用載荷為HV10 的維氏硬度。
2����、壓痕應打在焊縫、熱影響區和母材上��,每個位置打3個點�����。
3���、厚度小于或等于5mm的材料����,應在表面2mm 處打一排壓痕�。
4、厚度超過5mm 的材料���,應在焊接接頭的上����、下表面2mm處各打一排壓痕��。
5、雙面焊縫�、角焊縫和T 型接頭對接焊縫,應在根部區域增加一排壓痕����。