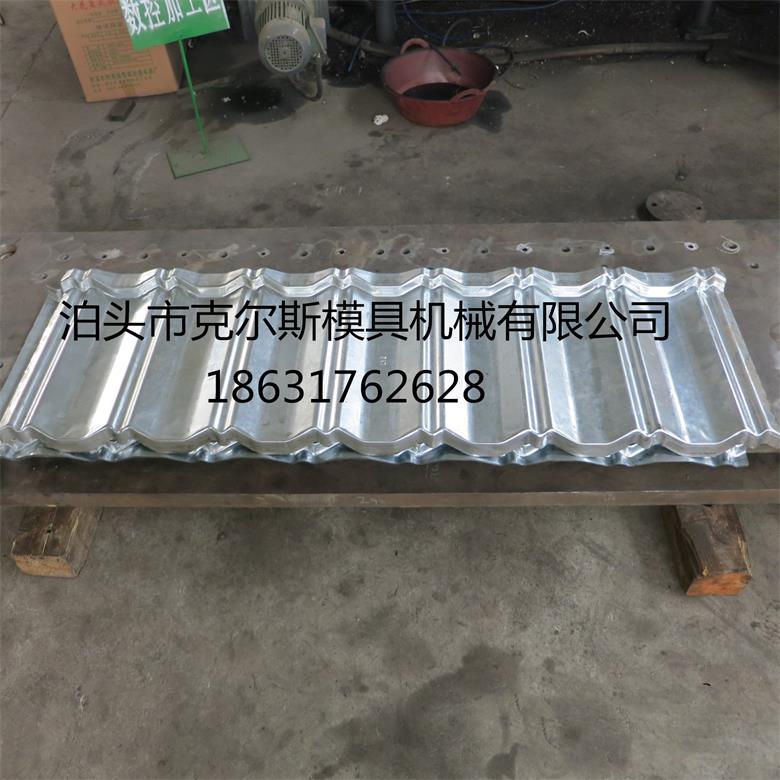
產品介紹
蛭石瓦模具的規范合理設計應引起足夠的重視���。
1. 模座的設計還要考慮到壓力機工作臺面及滑塊之間的尺寸要求��,并進行實際核對�����。
2. 制作標準化�,上下模座的長度須比沖壓模具凹模板的長度長約40-70mm�,寬度大于等于凹模板長度,厚度為凹模板的1- 倍�,如果采用非標準模座設計,應根據實際工藝要求及鑄件結構規范設計�����。
3. 制造模座所采用材料要有一定的堅度和硬度,同時也要考慮壓力機的沖力參數���,一般可選用HT200,HT250���,Q235�����,Q255�,對于大型精密模具的模座需要采用鑄鋼ZG3�,ZG45。
4. 模座表面需要平整�����,粗糙度為 ~ μm����,上面表面的平行度公差要求在4級。
5. 精度要求���,模座的導套導柱安裝孔中心距精度要求在± 以內����。安裝孔軸線須與模座上下面垂直。確保沖壓模具安裝后與上模座面緊密貼合�����。
彩石金屬瓦模具各功能區作用說明
1�、線材的拉拔定義:
線材拉拔是一個編寫過程,這個過程由金屬線材通過拉絲模孔,并在模具的出口一邊對線材施加一個拉力來完成的���。線材在模腔內受到收縮擠壓而逐漸變細,在接近?����?椎某隹谔幩乃俣仍龃?由于線材的體積是不變的,橫截面的減少使得它被延伸拉長了�。
2���、各功能區作用說明:
各區域名稱
創新的“直線型”理論孔型的優越性能
進口區
進口穿絲順利���,我們把進口區拋光以便拉絲液(乳)順利回旋
潤滑區
傳統拉絲模潤滑區拋光略差,我們把潤滑區精細拋光���,使絲材輕松過度
壓縮區
“直線型”工作區可減少拉拔力�����,變點接觸為面接角拉拔��,減少摩擦力和模磨損���,變形結構更合理、穩定����。上道次進線變粗或變細皆能順利拉拔。
定經區
“直線型”定經區可長時間保證線材的直徑�����、光潔度和不圓度�。
出口區
出口區國一安全角可保證絲材拉出無傷痕。壽命有越拉越長的趨勢�����。
反口區
反口加深��,可較大的支撐反口的拉應力���。