產(chǎn)品介紹
顯微鏡價(jià)格 金相顯微鏡廠(chǎng) 奧林巴斯顯微鏡維修
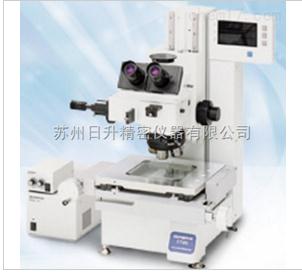
日本三豐工具顯微鏡TM-500(176系列-工具顯微鏡)日本三豐工具顯微鏡三豐TM系列工具顯微鏡適合于測(cè)量加工工件的直徑和角度,安裝可檢測(cè)螺絲和齒輪形狀,小型化設(shè)計(jì),十適于在車(chē)間等狹小空間使用.日本三豐工具顯微鏡特點(diǎn):日本三豐工具顯微鏡轉(zhuǎn)動(dòng)刻度盤(pán),準(zhǔn)十字線(xiàn)劃板與工件圖像,實(shí)現(xiàn)角度測(cè)量日本三豐工具顯微鏡照明度可調(diào)
測(cè)量顯微鏡維修影像法測(cè)量方式
1.測(cè)量顯微鏡維修使用影像法來(lái)測(cè)量
影像法是利用顯微鏡中間的十字線(xiàn)標(biāo)記,影像進(jìn)行瞄準(zhǔn)定位的測(cè)量方法。
測(cè)量時(shí),通過(guò)十字線(xiàn)標(biāo)記瞄準(zhǔn)測(cè)量物體的影像邊緣,并在讀數(shù)顯鏡上讀出數(shù)值,然后移動(dòng)工作臺(tái)以同條刻線(xiàn)瞄準(zhǔn)測(cè)量物體的另邊,再作二次讀數(shù)。兩次讀數(shù)的差,就是被測(cè)量物體的測(cè)量值。
2.使用顯微鏡的軸切法
軸切法是利用 顯微鏡的標(biāo)記通過(guò)測(cè)件軸心線(xiàn)并利用測(cè)量刀上的刻線(xiàn)進(jìn)行瞄準(zhǔn)定位的自動(dòng)化測(cè)量系統(tǒng)方法。
其表面有刻線(xiàn),刻線(xiàn)至刃口的尺寸為 和 毫米兩種,測(cè)量時(shí),把測(cè)量刀放在測(cè)量刀墊板上,刻線(xiàn)面通過(guò)測(cè)件的軸線(xiàn),并使測(cè)刀的刃口和被測(cè)面緊緊接觸,用相應(yīng)的米字線(xiàn)去瞄準(zhǔn),測(cè)量?jī)砂褱y(cè)刀刻線(xiàn)間的距離,就間接測(cè)得被測(cè)件的測(cè)量值。為了避免測(cè)量中的計(jì)算,在中間垂直米字線(xiàn)的兩側(cè)刻有兩組共四條稱(chēng)布的平行線(xiàn),每組刻線(xiàn)中心刻線(xiàn)的距離別為 和 毫米,它正好是測(cè)刀的刃口到刻線(xiàn)間的距離 和 毫米的3倍。這樣用3倍物鏡瞄準(zhǔn)時(shí),劃板上的 和 毫米刻線(xiàn)正好壓住測(cè)刀上的 和 毫米刻線(xiàn),這時(shí)測(cè)刀上的刃口正好被米字線(xiàn)的中間刻線(xiàn)所瞄準(zhǔn)。
3.使用顯微鏡接觸法
接觸法是利用 顯微鏡的標(biāo)記和緊靠測(cè)件測(cè)量點(diǎn)、線(xiàn)、面。
測(cè)量時(shí)將光學(xué)測(cè)孔器的測(cè)頭緊靠件(內(nèi)、外)表面。當(dāng)測(cè)量孔徑時(shí),先使測(cè)頭與測(cè)件內(nèi)孔接觸,取得大弦長(zhǎng)后,使米字線(xiàn)中間刻線(xiàn)被光學(xué)測(cè)孔器的雙套線(xiàn)套在中間,并在讀數(shù)顯微鏡讀取數(shù);然后改變測(cè)量方向,使測(cè)頭在另側(cè)與測(cè)件接觸,同樣使米字線(xiàn)劃板的中間刻線(xiàn)仍被光學(xué)測(cè)孔器的雙套線(xiàn)套在中間,在讀數(shù)顯微鏡上讀取另數(shù)。兩次讀數(shù)的差,再加上測(cè)頭直徑的實(shí)際值,即為測(cè)件的內(nèi)尺寸,如減去測(cè)頭直徑的實(shí)際值,即為測(cè)件的外尺寸。
.蘇州日升精密儀器有限公司///顯微鏡價(jià)格 金相顯微鏡廠(chǎng)家 奧林巴斯顯微鏡維修