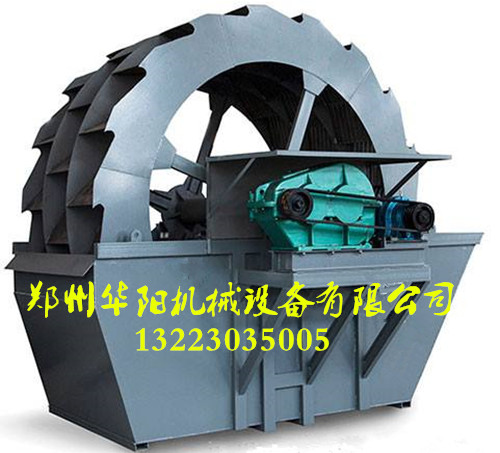
產品介紹
齒輪加工插齒的生產率與何因素有關呢�?切制模數較大的齒輪時,插齒速度要受到插齒刀主軸往復運動慣性和機床剛性的制約���;切削過程又有空程的時間損失,故生產率不如滾齒高��。只有在加工小模數��、多齒數并且齒寬較窄的齒輪時��,插齒的生產率才比滾齒高���。所以就加工精度來說����,對運動精度要求不高的烘干機輪����,可直接用插齒來進行齒形精加工,而對于運動精度要求較高的烘干機齒輪和剃前齒輪���,則用滾齒較為有利����。
在滿足球磨機轉向要求的前提下,通過改進齒輪部潤滑劑的噴入點與噴入方式來延長球磨機齒輪部件使用壽命�,降低球磨機運行費用是十分有意義的。在回轉窯煤粉磨齒輪部采用油潤滑方式十多年來���,齒面清潔�����,齒形完好�����。這種改進方法簡單易行�����,且投資少�。
球磨機的小齒輪布置角常為20%左右��,相當于齒輪壓力角��,這時小齒輪的正壓力P1��,在垂直向上,使傳動軸承受垂直向下的壓力�,對小齒輪軸承的聯接螺栓和地腳螺栓的工作有利,運轉平穩����。由于P1,垂直向上�,減小了磨機傳動端主軸承的受力,使該主軸承軸襯的磨損減小����。(另外�����,減小磨機橫向占地面積����,可使傳動軸承與磨機主軸承的基礎在同一平面上,便于更換小齒輪�����。)若球磨機轉向與圖示方向相反�,會造成聯接螺栓松脫和折斷。