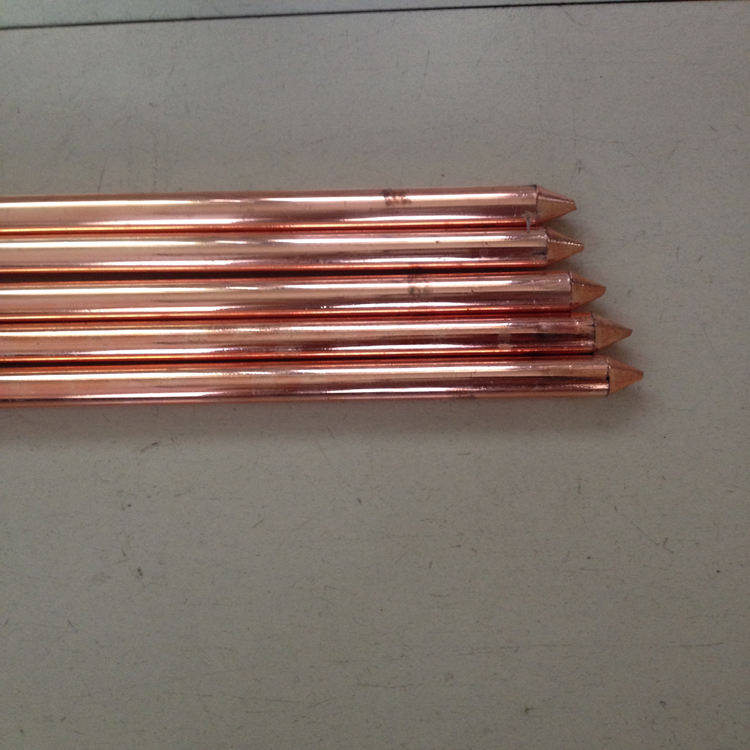
產品介紹
放熱焊接操作使用注意事項
? 施工操作前����,必須保證被焊接件無污物�����,熔模熔腔和型腔內無上次焊接時留下的焊渣塊或焊渣粉末�。
? 施工操作中�,點火之前,必須保證蓋上熔模蓋��,且熔模閉合處無開縫�����。
? 施工操作中�����,點火之前��,必須保證被焊接件焊接點位于型腔中心����。
? 施工操作時,現場 米 范圍之內���,不得有無關人員停留�����。
? 施工操作時����,現場 1—— 2米 范圍之內,不得有易燃物品擺放���。
? 操作人員必須戴上有 隔熱效果的工作手套����。
? 操作人員不得面對于熔模開口處操作施工��。
? 點火時�����,一旦引燃粉被引燃����,操作人員必須立即離開熔模至少 米 。
? 當放熱焊劑反應結束后�����,任何人不得直接接觸熔模和被焊接件�����。
? 當放熱焊劑反應結束后�����,須待熔模和被焊接件自然冷卻 10——20秒��,使用老虎鉗(或相似工具)從熔模中取出���。
? 對被焊接件進行絕緣處理��,必須待導線完全冷卻之后方可進行
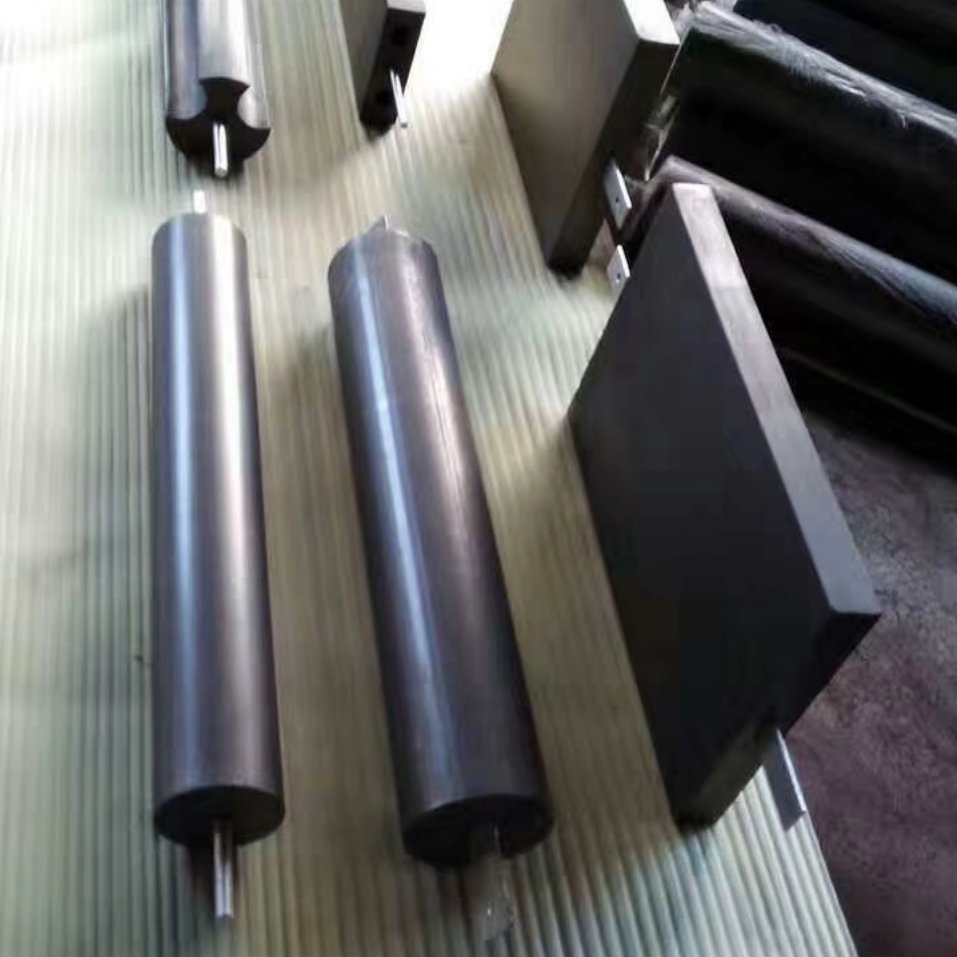
5�����、焊接工具附件
模具夾���、清潔刷 放熱焊接附件-焊藥
更多資訊請點擊 /電話:18875770792 QQ:2308586018
當今接地系統接地體連接方式有壓力焊、釬接���、放熱焊接等.要保證接地系統的可靠性����。接地系統的連接點的壽命必須大于或等于接地導體的壽命.連接點必須能承受多次故障電流在防腐蝕的情況下能保持低電阻.而放熱焊接的連接點是符合以上條件的,而且還節省接地材料���。
電焊接頭導流截面小�����、高溫破壞鍍鋅層��,易腐蝕.傳統鋼接地體的電氣連接采用搭焊工藝����,焊接只能局限在導體接觸的外表面�,內部形成了大面積空腔,接觸面積減小��,導流能力很難滿足設計要求.高溫電弧讓接觸面的鍍鋅層氣化���,即便有二次防腐刷漆處理�,也能達到原設計要求放熱焊接的原理
放熱焊接是一種簡單、高效率�、高質量的金屬連接工藝,它利用金屬化合物化學反應熱作為熱源�����,通過過熱的(被還原)熔融金屬��,直接或間接加熱工作�����,在特制的石墨模具的型腔中形成 形狀�����、尺寸�,符合工程需求的熔焊接頭��。當前�����,放熱焊接已經普遍取代了以往金屬之間的機械連接方法��。
化學的方程式是3Cu2O + 2Al =6Cu + Al2O3 + Heat
(2537oC)